Белизна
Приборное определение белизны материалов задача технически сложная. Слишком много влияющих факторов, которые имеют техническую неопределённость. Существует, например, проблема поддержания и поверки эталонов, стабильности источников света — все они “стареют” и найти два с одинаковыми характеристиками почти невозможно, существует проблема чувствительности измерительных приборов при измерениях бумаги разного цвета и т.д.
На измерения в видимой части спектра влияет и невидимое, коротковолновое, ультрафиолетовое излучение. Строго говоря, для оценки оптических характеристик материала надо определять весь его спектр отражения. Однако практически удобнее, сравнивая образцы, сравнивать две цифры, что не позволяет делать сравнение непрерывных спектров.
- белизна (Brightness), как коэффициент отражения волн в диапазоне 457 нм;
- белизна CIE (Whitness), рассчитанная по координатам цветности;
- светлота CIE, определяемая в координатах цветности L, a*, b*.
Стандартная белизна (Brightness), бумаги — это коэффициент диффузного отражения поверхности бумаги при освещении её определённым источником света, измеренный при длине волны 457 нм.
Белизна измеряется фотометрами, спектрофотометрами. Так белизна измеряется по стандартам различных стран и по международному стандарту. При измерениях по ГОСТ 30113, совпадающему со стандартом ИСО 2470, белизна может привышать 100 процентов.
При измерениях белизны (как и при других цветовых измерениях) важно оговаривать источник освещения при котором проводятся измерения. Таких источников используется, как правило, четыре: “А”, “В”, “С”, “Д65”. Источник “А” воспроизводит условия среднего искуственного освещения электрическими лампами накаливания, “В” — нарма прямого солнечного цвета, “С” — флюоресцентной ртутной лампы, “Д65” — дневного света.
Так как измерения по этому методу проводятся в узком диапазоне спектра (около 457 нм), а глаз человека видит весь спектр от 400 до 700 нм, корреляция с визуальной оценкой не всегда хорошая.
Белизна CIE (Whitness), рассчитывается по координатам цветности и координатам цвета (для этого определяется значение CIE- оттенок (CIE- Tint) величина даёт впечатление о степени белизны образца, содержащего ООВ и элементы оттеночного красителя. Это даёт довольно точную корреляцию с глазом человека и является одним из лучших методов измерения белизны.
Недостатки этой системы измерения:
- В качестве официального он может использоваться только для сравнения образцов, испытанных одним спектрофотометром и в одно время. Это связано с отличиями приборов и источников света;
- Измеряемый образец должен быть достаточно белым. Газетная бумага, например, даёт ошибочные результаты. Тёмно-голубой оттенок завышает значения белизны CIE.
Светлота CIE, определяется в совокупности с координатами цветности а* и b*. И представляет собой разницу между чёрным и белым. Для идеально белого L = 100. Для идеально чёрного — 0.
В качестве иллюстрации различий в определении белизны бумаги в зависимости от метода и использованных приборов, приведём несколько обработанные данные из доклада сделанного на конференции Технической ассоциации бумажной индустрии (PITA) в Манчестере в октябре 1997 года А. Тиндалем (фирма “Клариант”) “Производство и измерение белизны”.
Измерения одного и того же образца бумаги производились тремя спектрофотометрами:
- Elrepho 2000 с использованием компьютерной программы фирмы “Клариант”;
- Datacolor Spectraflash 500;
- Minolta CM-2002 .
Выбор плотности бумаги для каталога
Для печати рекламного продукта используется следующий материал:
Что касается обложки каталога, то плотность бумаги для нее в любом случае должна быть больше, чем для остальных листов. Самыми распространенными показателями являются 170–350 г/м2.
Далее рассмотрим бумагу различной плотности, использующуюся для создания обложки (она может быть как матовой, так и глянцевой, в зависимости от предпочтений заказчика):
- Мелованный картон плотностью 350 г/м2. Чаще всего для изготовления обложки используется глянцевый вариант. В качестве примера можно представить обложки тетрадей, открытки. Благодаря такой плотности изделие выглядит более презентабельно, позволяя повысить имидж компании. По стоимости мелованный картон обойдется дороже бумаги.
- Бумага мелованная плотностью 300 г/м2. Похожа на картон, ее можно использовать даже для изготовления визиток, поскольку она достаточно плотная и устойчивая к повреждениям. Данный вариант для изготовления обложки каталога является самым оптимальным, поскольку она обладает отличным качествами и при этом не такая дорогая.
- Бумага мелованная плотностью 170–200 г/м2. Этот вариант отличается меньшей прочностью, чем предыдущий, однако несмотря на это, он является довольно популярным для изготовления рекламных каталогов с целью массового распространения. Главным плюсом мелованной бумаги этой плотности является ее низкая стоимость, а недостатком – быстрый износ, поскольку она легко повреждается во время эксплуатации.
Однако если каталоги вы изготавливаете не для профессиональной выставки, а для распространения среди клиентов, то бумага этой плотности вполне подойдет для обложки рекламного продукта, поскольку в первую очередь потребитель обращает внимание не на внешний вид, а на содержание, то есть список товаров, акции и скидки.
В некоторых случаях для изготовления обложки используется дорогая дизайнерская бумага. Ее стоимость обуславливается большим выбором цветовой гаммы и особой фактурой. Эта бумага имеет привлекательный внешний вид. Кроме фактуры, о которой шла речь ранее, она может быть белой или цветной, содержать вкрапления или примеси.
Если вы не ограничены в финансовых возможностях и вам необходим эксклюзивный и стильный рекламный каталог, то дизайнерская бумага станет отличным выбором для обложки. Однако нужно постараться, чтобы изображение не было перегружено. Обычно для печати используется максимум два цвета, а потом добавляется тиснение золотом или серебром.
Чаще всего для изготовления каталога используется бумага следующего формата:
Можно, конечно, использовать и бумагу формата А3, но тут нужно понимать, что каталоги большого размера – менее практичные и удобные, поскольку занимают много места. Поэтому если вам нужен оригинальный рекламный продукт, то лучше воспользоваться бумагой формата А4, но придать изделию необычную, оригинальную форму, используя фигурную вырубку.
Гладкость (шероховатость)
Геометрия поверхности бумаги характеризуется показателем гладкости или шероховатости.
“Геометрия поверхности” бумаги определяется не только микронеровностями, но и макронеровностями. Первые обусловлены микрогеометрией, вторые распределением массы по площади.
Существует группа наиболее распространенных методов, в которых гладкость измеряется с помощью потока воздуха.
Наиболее распространены методы измерения на приборе Бендтсена Шеффилда и Паркера (шероховатость). Бекка (гладкость).

Сущность метода Бекка заключается в измерении времени, необходимого для прохождения воздуха определенного объема в вакуумную камеру между поверхностями испытуемого образца и стеклянной полированной пластины определенной площади, прижатых с определенным давлением. Гладкость измеряется в секундах. Чем выше гладкость, тем больше значение показателя.
Строгих зависимостей между значениями показателей гладкости (шероховатости), измеренных разными методами, нет. Существует качественная зависимость между значениями гладкости по Бекку и шероховатости по Бендтсену.
На приборах Бендтсена, Шеффилда измеряется поток воздуха, проходящий при постоянном давлении между поверхностью кольца и листом бумаги.
Шероховатость по Бендтсену выражают в мл/мин, по Шеффилду в единицах Шеффилда.
На рисунках приведены качественные зависимости между параметрами, определёнными разными методами. Они позволяют оценить характер изменения одного параметра в зависимости от изменения другого и могут помочь при сравнении показателей гладкости и шероховатости образцов, измеренных разными методами.
Метод Паркера (PPS) служит для измерения шероховатость бумаги и картона в условиях близких к условиям печатной машины. Результат измерения шероховатости по Паркеру выражается в микронах.
Давайте определяться в терминах: офсетная бумага
Наталья Чикирисова, “БиЖ”
Термин “офсетная бумага” и “бумага для офсетной печати” часто употребляются как синонимы. Это совсем не верно. Если перефразировать известную поговорку, можно сказать, что “всякая офсетная бумага, безусловно, является бумагой для офсетной печати, но ни всякая бумага, применимая для офсетной печати, является офсетной”. Ведь понятие “бумага для офсетной печати” включает в себя и мелованную, а офсетная бумага, как известно, не имеет покрытия. Такая неразбериха в терминах вынудила меня обратиться к определению термина “офсетная бумага” на страницах “БиЖ” – мы будем очень благодарны, если специалисты-бумажники и полиграфисты помогут нам в правильном освещении этого вопроса и пришлют свои комментарии.
Термин “офсетная бумага” связан с технологией плоской (офсетной) печати. Как известно, основное отличие офсетной печати оругих способов заключается в том, что на печатной форме пробельные и печатные элементы расположены практически в одной плоскости. В процессе печати пробельные элементы смачиваются водой, а печатные – зажириваются и благодаря этому воспринимают только накатывающуюся на печатную форму краску. После этого краска передается на резиновую рубашку (декель) офсетного цилиндра, а затем под давлением переносится на поверхность бумаги. Особенности этого способа определяют основные требования к свойствам офсетной бумаги. Среди прочих характеристик большое значение имеют поверхностная прочность бумаги, проклейка, впитываемость, а также устойчивость размеров при увлажнении и последующем высыхании во время печати.
Остановимся подробнее на этих свойствах офсетной бумаги. По действующему на территории Украины и России ГОСТу №17586-80 “Бумага. Термины и определения” офсетная бумага определяется как клееная среднезольная бумага с ограниченной деформацией при увлажнении, предназначенная для печатания изданий офсетным способом. По ГОСТу 9094-89 “Бумага для печати офсетная” выделены следующие виды офсетной бумаги, отличающиеся композицией и назначением:
- №1 – производится из беленой целлюлозы, в том числе лиственной – не более 80%,
№2 марки А – из беленой целлюлозы и не более 50% беленой древесной массы,
№2 марки Б – из беленой целлюлозы и не более 50% белой древесной массы.
Выпускается она в листах и рулонах, причем требования зависят от ее использования соответственно в листовых и ролевых печатных машинах.
Западные производители офсетной бумаги определяют ее как бумагу без покрытия, чистоцеллюлозную или с содержанием древесной массы, обладающую высокой устойчивостью к деформации под действием влаги при офсетной печати.
Прочность поверхности бумаги
При офсетной печати поверхность бумаги контактирует с резиновым полотном, поэтому большое значение имеет ее прочность. Для улучшения структурно-механических и печатных свойств офсетной бумаги применяется поверхностная проклейка. Это дает возможность повысить прочность поверхности путем уменьшения выщипываемости и пылимости. Поскольку поверхностная прочность и пылимость бумаги зависят также от состава бумажной массы, в композицию бумаги добавляют разного рода наполнители и присадки.
Для офсетной бумаги важна также не-прозрачность. Улучшить показатель непрозрачности можно за счет:
- • увеличения содержания наполнителя в композиции бумаги
• уменьшения плотности (увеличения пористости)
• укорачивания волокна
• введения в композицию бумаги древесной массы и лиственной целлюлозы.
Но все эти факторы в той или иной мере приводят к ухудшению прочностных показателей бумаги.
Впитываемость
Впитываемость – один из основных показателей для офсетной бумаги. Если бумага имеет низкую степень впитываемоеT (будет водонепроницаемой), это может привести к скоплению влаги на резиновом полотне и проникновению ее в краску. Наиболее характерной проблемой для слабовпитывающей бумаги является неполное закрепление оттисков – “отмарывание”.
С другой стороны, если впитываемость выше нормы (норма в пределах 20-35 г/м2 КОББ 60), бумага при печати будет впитывать краску непосредственно с офсетного цилиндра – это приводит к размягчению покровного слоя. В результате на печатном листе могут образоваться ореолы, краска будет “пробивать”.
Офсетная бумага имеет более низкую стоимость, чем, например, специальная книжная (book paper) или высококачественая (fine paper) бумага, поэтому на нашем рынке ее часто используюля издания книг, черно-белых периодических изданий, в также печатания школьных учебников и изготовления ученических тетрадей. Однако по своим свойствам эта бумага не предназначена для длительного хранения (это актуальная проблема для издания книг), а обязательным условием ее использования для тетрадей и учебников должно быть соответствие экологическим нормам, например, в ее производстве не должен применяться хлор. Вопрос, связанный с технологией бесхлорной отбелки, сейчас очень актуален для западного рынка.
Источник: www.officemart.ru
На наших складах в Санкт-Петербурге и Москве всегда в наличии офсетная бумага. Осуществляем доставку в черте Москвы и Санкт-Петербурга. В регионы отгрузка осуществляется ж/д и автотранспортом.
Производственно-Торговая Компания БИК приглашает к взаимовыгодному сотрудничеству предприятия и организации различных городов России и Ближнего Зарубежья.
Окраска и цвет бумаги
Предмет воспринимается как светящийся в случае совпадения (или перекрывания) его спектра излучения со спектром видимого излучения. Бумага как излучатель может рассматриваться при горении, когда она, в зависимости от состава, излучает в красно — жёлтой или даже зелёно — голубой области, а также в случае введения в неё красителей, увеличивающих излучение бумагой видимых лучей.
Это становится возможным при обработке бумаги так называемыми оптически отбеливающими веществами. Эти вещества, поглащая энергию невидимого ультра — фиолетового сектора спектра, излучают дополнительную энергию в видимой голубой области, придавая бумаге видимость белизны и яркости.
При падении света на поверхность происходит в той или иной степени его отражение. Отражение поверхностью бумаги высокой степени отделки отчасти зеркальное, то есть падающий параллельный пучёк света, остаётся параллельным после отражения.
Идеально белая поверхность отражает все падающие лучи, ничего не поглощая. Серая поверхность равномерно поглощает световые волны разной длины. Отражённый от неё свет не меняет свой спектральный состав, изменяется только интенсивность излучения.
Все остальные поверхности по — разному отражают свет с разной длиной волны. Так, красные поверхности поглощают волны зелёной и синей областей спектра, отражая красные. На принципе избирательного поглощения построены все технологии получения цвета в производстве.
Строго говоря, нужно различать такие понятия, как окраска и цвет предмета. Окраска — это способность предмета отражать излучения с теми или иными длинами волн, а цвет – это результат реализации этой способности в определённых условиях освещения.
Действительно, белая окраска бумаги, в зависимости от освещения может иметь различный цвет. Кроме того, нужно различать яркость и цветность. Яркость (светлота) — это количественная характеристика цвета, оценивающая количество отражённого поверхностью светового излучения.
Отбор проб
При отборе проб необходимо соблюсти последовательность операций:
- от партии продукции отобрать единицы продукции;
- от единиц продукции отбирают листы;
- из отобранных листов отбирают и нарезают листы проб (пробы);
- в соответствии с требованиями стандартов на методы конкретных испытаний нарезают образцы для испытаний.

Листы не должны иметь морщин и складок, должны быть плоскими. Вырезаться они должны из неповреждённых листов продукции. Кромки отбираемых листов должны быть параллельны машинному и поперечному направлению бумаги. Листы пробы должны быть размером примерно ( 300 х 450) мм.
В обращении с листами пробы нужно соблюдать осторожность защищая от воздействия солнечного света, жидкостей, изменения влажности и других нежелательных воздействий (ГОСТ Отбор проб для определения среднего качества).
Для приведения условий испытаний в сопоставимые условия образцы бумаги перед испытаниями приводят в некие стандартные условия по влажности и температуре. Да и сами испытания проводят в этих условиях. Такое приведение образцов в стандартные условия называется кондиционированием.
Условия кондиционирования бывают трёх видов, как указано в таблице. Чаще используются условия кондиционирования при 50% относительной влажности воздуха. Специальные условия используются, например, при кондиционировании банкнотной бумаги.
| Температура, 0С | Относительная влажность, % | Характеристика режима |
| 23±1 | 50±2 | Условия кондиционирования большинства печатных видов бумаги |
| 27±1 | 65±2 | Для тропических условий |
| 20±1 | 65±2 | Для специальных условий |
Образцы выдерживают до достижения ими равновесной влажности, которая считается достигнутой, если при двух последовательных взвешиваниях образца, проведенных через 1 ч, последняя масса отличается от предыдущей не более чем на 0,25%.
При хранении и испытании образцов равновесная влажность не должна изменяться (ГОСТ 13523–78. Метод кондиционирования образцов).
Прочность на разрыв (сопротивление разрыву)

Прочность на разрыв характеризуется разрушающим усилием, удельным сопротивлением разрыву, индексом прочности при растяжении, разрывным грузом, разрывной длиной и определяется по ГОСТ 13525.
1 “Полуфабрикаты волокнистые, бумага картон. Методы определения прочности на разрыв и удлинения при растяжении”, по ISO 1924/1 “Бумага и картон. Определение прочности при растяжении”. Метод заключается в растяжении полоски испытуемого образца определенный размеров, концы которого закреплены в зажимах, до разрыва при постоянной скорости увеличения расстояния между зажимами.
При определении характеристик прочности на разрыв при растяжении испытанию на разрывной машине подвергаются полоски бумаги шириной 15 мм, стандартной длины, чаще всего 180, 150 мм.
Разрушающее усилие представляет собой силу, необходимую для разрыва полоски, отнесённую к её ширине.
Удельное сопротивление разрыву представляет усилие разрыва, отнесённое к площади поперечного сечения образца.
Величина разрывного груза – это сила, при которой происходит разрыв испытуемой полоски.
Индекс прочности при растяжении вычисляется как отношение удельного сопротивления при разрыве к массе бумаги площадью 1 м2.
Разрывная длина – это условная, выраженная в метрах, длина полоски бумаги (картона), которая обрывается под собственным весом, будучи подвешеной вертикально за один конец.
Размеры рулонов, листов, косина
Размеры листов бумаги (формат бумаги) и ширина рулонов определяются с помощью металлической линейки и металлической рулетки (ГОСТ 21102).
Ширину бумаги и картона в рулонах определяют измерением ширины листов, отобранных от рулона.
При размерах до 1 м измерения производят металлической линейкой, при размерах свыше 1 м — металлической рулеткой.
Замеры линейкой и рулеткой производят с точностью до 1 мм.
Размеры листовой и рулонной бумаги стандартизированы.
ГОСТ 9327 “Бумага и изделия из бумаги. Потребительские форматы” определяет стандартные форматы листовой бумаги.
По ГОСТ 29314 (ИСО 478) , ИСО 593 установлены следующие форматы:
- ширина рулонов: 43, 45, 64, 86, 90, 122, 128;
- форматы необрезанных листов: 90 х 128;
- форматы необрезанных листов: 86 х 122;
- форматы необрезанных листов: 64 х 90;
- форматы необрезанных листов: 61 х 86;
- форматы необрезанных листов: 45 х 64;
- форматы необрезанных листов: 43 х 61.
По ГОСТ ИСО 217‑2021 формат листа обозначают двумя размерами в миллиметрах. Формат также может быть дополнен обозначением направления обрезки листа с помощью букв: LG и SG.
Первый размер листа относится к стороне, перпендикулярной к машинному направлению, второй размер — к стороне, параллельной машинному направлению.Таким образом, формат листа бумаги продольной резки размерами 430×610 мм обозначают как 430×610 мм LG, а поперечной резки — 610×430 мм SG.
Бумага продольной резки (LG)-лист бумаги, длинная сторона которого параллельна машинному направлению.
Бумага поперечной резки(SG)-лист бумаги, короткая сторона которого параллельна машинному направлению.
Сказанное иллюстрируется рисунком.
Производственные допуски по форматам устанавливают по согласованию между торговыми партнерами.
Косина листов бумаги, т.е. степень несовпадения сторон при сгибании листов, определяется по ГОСТ 21102–97.
Рекомендации по подготовке макета каталога к печати
К любому виду полиграфической продукции, будь то визитки, брошюры, плакаты и др. предъявляются обязательные требования:
Часто типографии предоставляют клиентам макеты в цветовой модели RGB, которая используется для мониторов, однако во время печати применяется CMYK.
В результате, когда производится перевод цветов из RGB в CMYK, разница в цвете на экране и бумаге становится очевидной, изображение выходит более тусклым.
Вылетами являются выходящие за край обрезанного формата цветовых элементов макета на 3–5 мм (в зависимости от того, какой вид полиграфической продукции изготавливается). Они позволяют избежать брака во время резки изделия.
Если в каталоге планируется разместить много изображений (диаграмм, фотографий, таблиц), необходимо позаботиться о том, чтобы они были качественными. Только в этом случае ваш рекламный продукт будет эффективным. Когда речь идет о продуктовом каталоге, лучше будет воспользоваться услугами фотографа.
Оптимальным размером изображений, которые подойдут для печати каталога, считается разрешение 220–300 dpi с масштабированием 1:1. Если они будут с меньшими параметрами (часто скаченные с Интернета), то после печати они получатся размытыми с хорошо различимыми пикселями.
Довольно часто печать одного и того же макета производится в разных форматах (А6 – для листовок, А1 и А2 – для плакатов). Файл отправляется в одном формате, например, А1. При оформлении нескольких изделий в одном заказе специалисту, занимающемуся допечатной обработкой, приходится масштабировать файл до необходимого размера.
Бывают ситуации, когда поступает заказ на плакат (А1), а через некоторое время уже нужны листовки формата А6. В этом случае возникает вопрос относительно того, правильно ли были указаны параметры изделия во время оформления заказа или, возможно, был выслан файл в неподходящем формате.
В данном случае работа продолжена быть не может до тех пор, пока не уточнят детали, а для этого потребуется связаться с заказчиком. С одной стороны, ничего сложного в этом нет, однако иногда, когда заказ срочный либо требует отправки в другой город, а дозвониться до клиента не получается, приходится действовать незамедлительно. Тут даже незначительное промедление может негативно сказаться на сроках доставки.
Текст, имеющийся в каталоге, должен быть удобным для чтения, поэтому нужно хорошо продумать и подобрать шрифт – как для заголовка, так и для основного текста. Если есть желание использовать нестандартный формат, то делать это нужно правильно. Необычный шрифт подойдет только для заголовков, в основном тексте его будет читать неудобно.
Про размер букв тоже не стоит забывать, они должны быть не слишком мелкими. Если контента очень много и он не умещается, то правильнее будет увеличить количество страниц или же формат каталога.
При наличии в рекламном печатном продукте изображений они тоже должны быть не слишком маленького размера. Если во время изучения каталога человеку придется постоянно щуриться, он вряд ли найдет ту информацию, которая ему нужна, и отложит его в сторону.
Чтобы проверить удобочитаемость, можно распечатать несколько страниц рекламного продукта самостоятельно на обычном принтере. Прочитав каталог, вы поймете, является ли масштаб элементов дизайна оптимальным либо нужно что-то доработать.
Каталог должен содержать четное количество страниц (полос), если быть точнее, то кратное четырем, например 8, 12, 16, 20, 24 и т. д.
Очень часто между заказчиком и менеджером возникает недопонимание по поводу путаницы со страницами и листами.
Каждый лист состоит из лица и оборота, то есть двух страниц (полос). Таким образом, в брошюре на скрепку должно быть количество полос, кратное четырем, поскольку, когда происходит сгибание листа пополам с последующей прошивкой по центру скрепкой, получается изделие с четырьмя страницами (полосами).
Каталог должен быть единым целым, а не напоминать винегрет. Продумайте цветовую гамму. При наличии фирменного стиля, лучше придерживаться его. Если хочется сделать фон более разнообразным, можно придумать фирменный паттерн.
Начальная полоса – это титульный лист, расположенный в начале раздела. Согласно правилам, располагаться она должна либо с начала листа, либо со сдвигом вниз или влево максимум на 1/3 страницы.
Что касается концевой полосы, то она должна находиться в конце текста. Это может быть полностью страница либо ее часть, но не меньше 1/4.
Стойкость поверхности к выщипыванию
Важнейший показатель качества офсетной бумаги показатель стойкости поверхности к выщипыванию. Определение этого показателя по ГОСТ 24356 “Метод определения печатных свойств” не имеет количественного соответствия со стандартами ISO 3783 “Бумага и картон.
Определение сопротивления выщипыванию с использованием прибора IGT (электрическая модель)” и ISO 3782 “Бумага и картон. Определение сопротивления выщипыванию. Метод возрастающей скорости с использованием прибора IGT (маятникового и пружинного типа)”.
Среди них, пожалуй наиболее стандартизированным прибором для определения этого показателя, является прибор компании IGT Testing Systems — преемника всемирно известного нидерландского Института печатных технологий TNO — IGT.
Величина сопротивления выщипыванию на этом приборе определяется в м/с и характеризует минимальную величину скорости печатания, при которой начинается повреждение поверхности (нарушение сплошности, массовый подъем волокон или других элементов поверхности) бумаги в зазоре печатной пары.
Чтобы иметь представление о сопоставимости показателей нужно знать характеристику смолы, использованной для запечатки на пробопечатном станке, а также давление прижима.
Приборы для оценки печатных свойств бумаги (их называют и пробопечатными) позволяет производить всестороннюю оценку запечатываемого материала и печатных красок – вот только некоторые из них: склонность красок к эмульгированию, оценку прозрачности красок, шероховатость бумаги, склонность бумаги к абсорбции красок, оценку способности к печати по сырому, склонность бумаги к пылению.
Здесь стойкость поверхности оценивается с помощью числа Деннисона, которое соответствует минимальному номеру палочек при котором не происходит нарушение целостности поверхности бумаги при отделении их от нее.
Характеристики сорбционных свойств
Будучи капилярно-пористым коллоидом, бумага находится в неустойчивом динамичном взаимодействии с окружающей влагой, всасывая или отдавая воду, стремясь к равновесному влагосодержанию при данных условиях.
Важны также сорбционные свойства бумаги по отношению к маслу для характеристики её взаимодействия с печатными красками.
Известно также такое свойство бумаги как гидрофобность, которое характеризует ее склонностью к смачиванию водой. Чем гидрофобные свойства бумаги выше, тем труднее она смачивается водой. Характеристикой кратковременной гидрофобности является показатель проклейки бумаги.
Степень проклейки характеризует способность чернил при письме перьевой ручкой расплываться, давать так называемые “усы” при написании линии вместо чёткой линии кромки. Метод используется не часто и в стандартах на бумагу заменяется методом определения впитывания по Коббу.
В определенной степени, при постоянной массе 1 м2, гидрофобность оценивается впитыванием воды при одностороннем смачивании за 20, 60 секунд или в течение другого времени на приборе Кобба (ГОСТ 12605).
На этом же приборе может определятся и величина впитывания масла, однако она плохо коррелирует с условиями печатного процесса, поэтому для определения величины маслопоглощения лучше пользоваться испытаниями на пробопечатном станке IGT о котором говорилось ранее.
При этом, следует иметь ввиду, что для материалов, которые плохо впитывают масло метод нужно модифицировать и определять время исчезновения блестящего следа капли масла на бумаге.
Характеристикой склонности бумаги к впитыванию воды может служить ее равновесная влажность при определенной относительной влажности и температуре окружающего воздуха, и которая определяется по величине потери веса образца бумаги при высушивании до постоянной влажности (ГОСТ13525. 19).
https://www.youtube.com/watch?v=HSxJkKiHXbw
При глубокой печати красками на основе толуола важным является показатель впитывания бумаги по ксилолу, который в настоящее время используется для оценки взаимодействия бумаги вообще с органическими растворами (ГОСТ 12603).
Еще интересные статьи о бумаге:
 Какую бумагу выбрать
Какую бумагу выбрать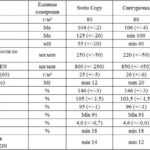 Толщина и плотность бумаги А4 для принтера: какая бывает, в чем измеряется, как определить
Толщина и плотность бумаги А4 для принтера: какая бывает, в чем измеряется, как определить Плотность бумаги
Плотность бумаги Советы по выбору бумаги для фотопечати | Бумага для фотопечати | Блог | Клуб DNS
Советы по выбору бумаги для фотопечати | Бумага для фотопечати | Блог | Клуб DNS Виды и характеристики бумаги для печати: газетная, мелованная, офсетная бумага | Типография Барт
Виды и характеристики бумаги для печати: газетная, мелованная, офсетная бумага | Типография Барт Плотность ватмана и других типов бумаги
Плотность ватмана и других типов бумаги Характеристики бумаги в скетчбуках – Лео творит! — ЖЖ
Характеристики бумаги в скетчбуках – Лео творит! — ЖЖ Плотность и вес листов бумаги –
Плотность и вес листов бумаги –