Бьёт сверло, что делать, как исправить?
Как пользоваться переплетной машиной (брошюровщиком, брошюратором) на пластиковую пружину?
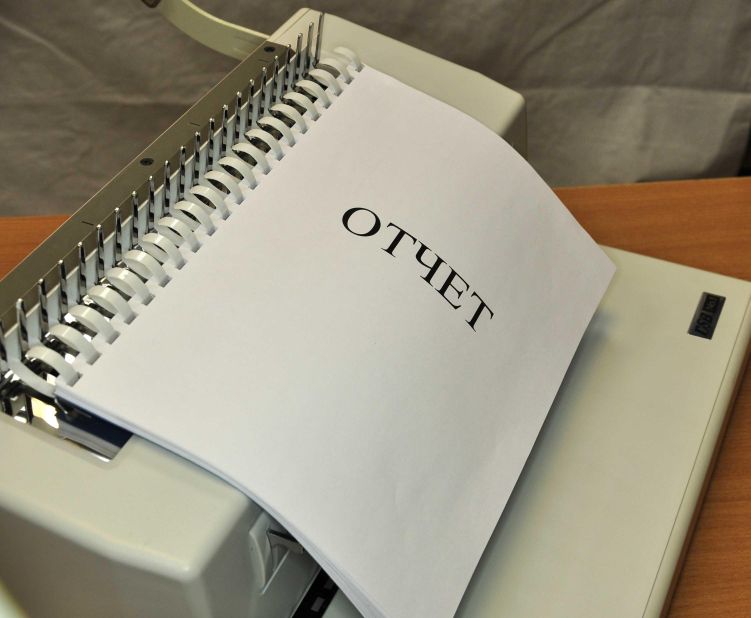
Машины для переплета на пластиковых пружинах предназначены для придания документам презентабельного вида. Вы можете быстро получить красиво оформленный каталог, брошюру, руководство, резюме или любой другой документ. Технология переплета пластиковой пружиной позволяет удалять или добавлять листья к готовому изделию.
Рассмотрим подробнее, как выглядит процесс привязки на пластиковой пружине. Поместите переплет на ровную поверхность. Подготовьте документ, который вы хотите переплести (сам документ имеет прозрачную переднюю обложку и картонную заднюю обложку).
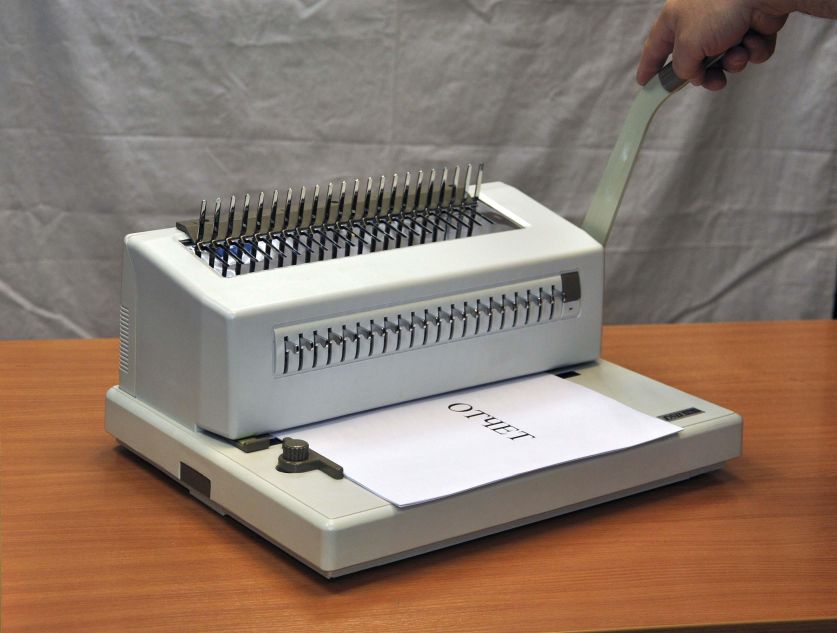
Сначала листы нужно пробить – сделать отверстия для скрепления.
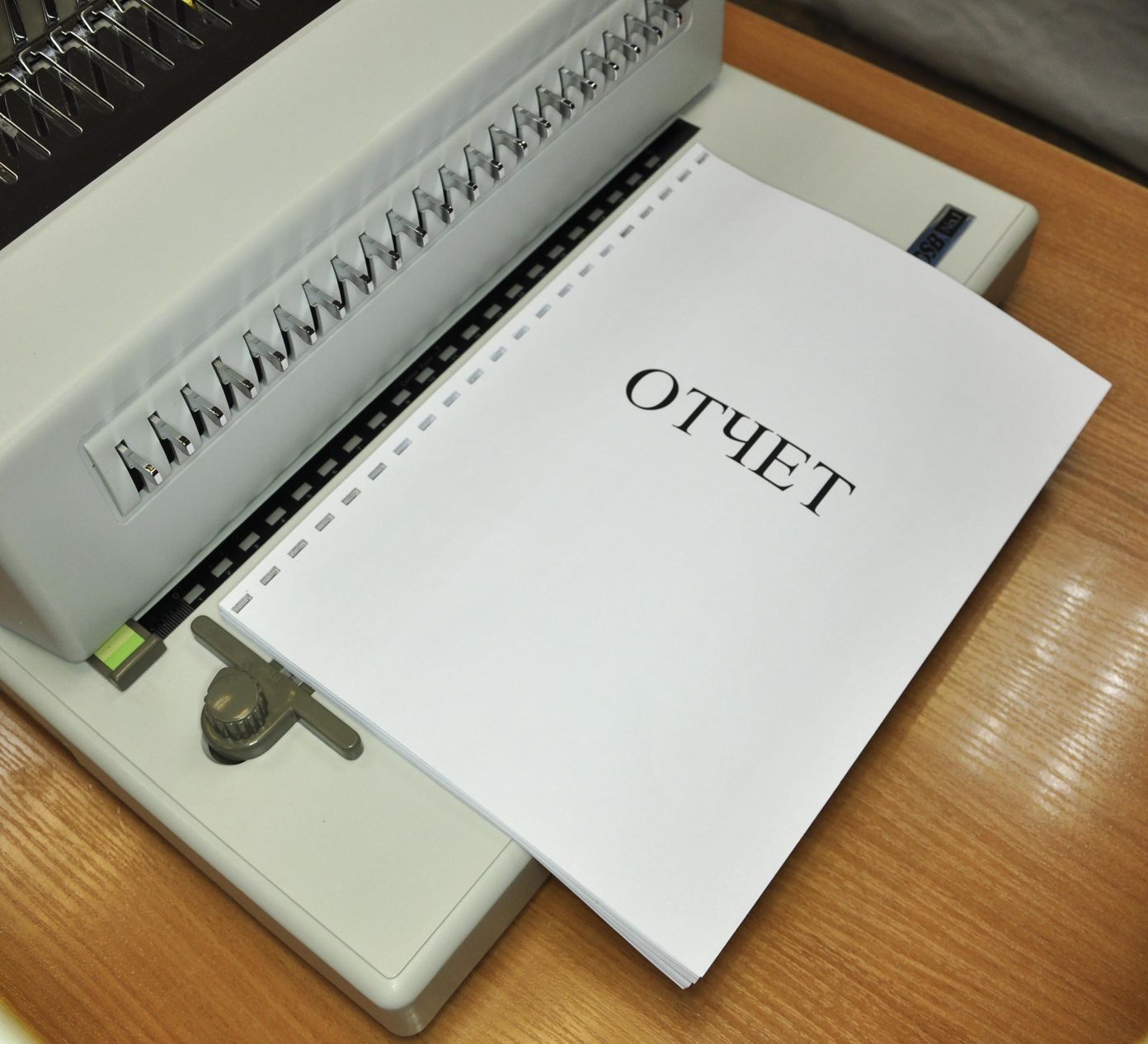
Передняя и задняя крышки также должны быть перфорированы.
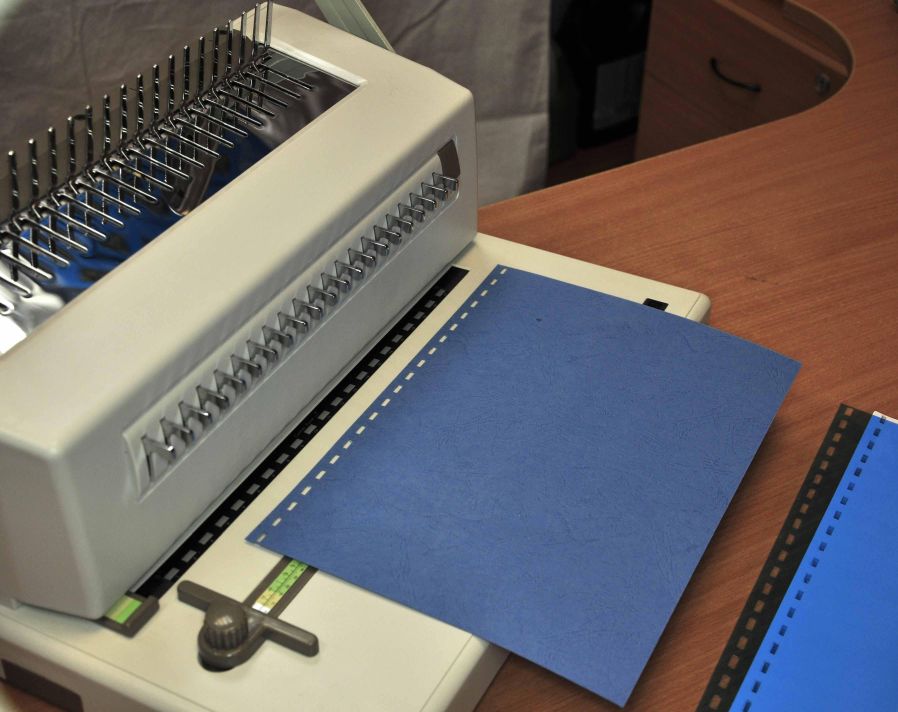
Так как вы примерно знаете, сколько листов собираетесь связать, то можете подобрать пластиковую пружину необходимого диаметра с помощью этой таблицы.
Затем поместите пружину на металлический гребень.


И вы должны открыть (ослабить) его.

Далее последовательно проденьте зубчики с пружинки в начало крышки, затем все листики, затем вторую крышку, и закройте пружину.


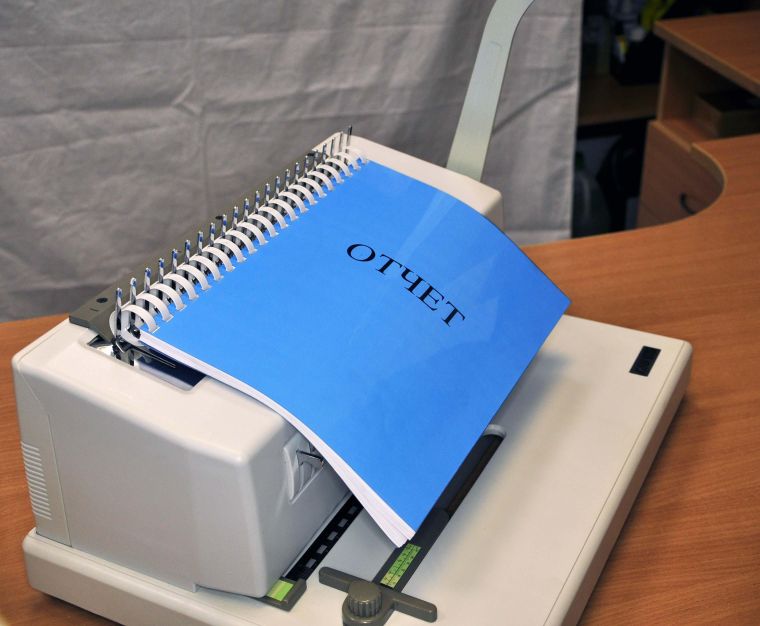
Переплетные машины бывают двух видов: с одной ручкой, с ее помощью как для пробивки и раскрытия (закрытия) пружины, так и с двумя отдельными ручками для пробивки и раскрытия (закрытия) пружины. И так, если у вашей машинки есть ручка. Возьмите рекомендуемое количество листов для перфорации подготовленного документа. Выровняйте края документа. Установите контроль глубины перфорации (чем больше листов в документе, тем больше отступ от края). Проведите перфорацию, чтобы убедиться в правильности настройки. Затем поместите листы в щель дырокола, опустите рукоятку дырокола и верните ее в исходное положение. Выньте простыни. И таким образом перфорировать весь документ. Далее берем пластиковую пружину. Платье на металлическом гребне. Откройте пружину и положите на нее перфорированные листы. Когда весь документ будет помещен на пружину, закройте его, вернув кнопку фиксатора/пружины в исходное положение. Удалите готовый переплетенный документ. Если у вас на переплетной машине две отдельные ручки для пробивки и раскрытия (закрытия) пружины, вы делаете все то же самое, только можете сначала раскрыть пружину и, так как листы перфорированы, сразу надеть их на пружину (две ручки удобнее).
Смотрели переплетные машины (брошюраторы) – механические. Есть и электромобили. На них принцип работы тот же, только перфорация электрическая — нажатием кнопки или педали. Очень удобно, никаких усилий не требуется.
Наша компания предлагает широкий выбор переплетных машин, а также все необходимое для переплета: пружины и пластиковые обложки по цвету, размеру, толщине и диаметру. Подберем на любой вкус. Пластиковые пружины эластичны и надежно удерживают листы. Документы с таким переплетом легко читать и удобно хранить.
Автор: Каратаева Ольга
О затуплении мелких свёрл
Не знаю, наша бабушка одна сверлила болты из стали Ф-1,2, обороты были большие под 4000, так она дрелью делала 300-400 отверстий, а стружка выходила в виде двух скрученных и разбросанных нитей к стороны
И на какой машине?
В чем проблема? Лучшая машина все равно бьет.
И если для большого сверла десятая часть биения это ничто, то для миллиметрового сверла это 10% от диаметра.
Плюс смещение точки врезания от оси.
А само сверло уже изогнутое сверло, и оно гнется туда-сюда с каждым оборотом.
В этом случае краевой угол описывает не круг, а овал. (парадокс геометрии).
Причем режет не одна кромка, а обе попеременно (по очереди), на противоположном полуобороте отходят от металла.
И этот овал возвращает боковую поверхность ленты к окружности.
Разумеется, все это происходит в микромире и возмущениях размером в сотни.
А вот для маленькой дрели может это достаточно большие перекосы?
А жесткость машины в этом случае только во вред? Сверло уже следует своей траектории с момента введения.
Изменено 02.10.2022 05:28 пользователем ИВАН-ОТВЕРТКА
§
В справочниках формы заточки задней поверхности нарисованы,

Я, наверное, в молодости смотрел на эти картинки, но настройка на заводе заставила разобраться в форме задней поверхности, найти лучшую и научиться ее точить.
Самая простая форма заточки задней поверхности – рубанок (форма получается как под номером 1). Ударьте наждачной бумагой под прямым углом, и все готово. Все оригинальные маленькие сверла, на которые я смотрел через увеличительное стекло, были такими острыми. Это хорошо для стоимости, но плохо для бурения.
Вроде бы при такой заточке достигается острый угол резания и можно давать большую подачу. Но этого не было.
Ход режущей кромки в металле – конический винт, а форма задней поверхности – плоскость. На входе в металл сверло выгрызает конус со стержнем (там угол резания слишком отрицательный – как у стамески), потом начинают срезать кромки и образуется нормальная стружка. Затем точка, указанная стрелкой под цифрой 1, начинает касаться металла, трется, нагревает сверло и ограничивает скорость подачи.
Режущая кромка, не имея достаточного опережения для образования стружки, царапает поверхность и еще больше нагревает сверло.
Дрель уже лишена теплоотвода из-за канавок, а маленькая тем более. Оплавление и отслоение начинаются с краев, особенно в верхней части краев, где самая высокая температура и наихудший теплоотвод. Поэтому упражнение за минуту получается округленным. Можно сделать угол резания более острым, чтобы вредная точка отошла от металла, но ухудшится теплоотдача кромки и ее стойкость к сколам.
Цилиндрическая форма задней грани получается за счет качательных движений сверла при заточке.
Как правило, эта вредная точка оказывается удаленной из металла, но на одной из образующих цилиндра может оказаться другая, не вписывающаяся в форму винта, и снова возникнет трение.
Коническая форма задней поверхности достигается вращением долота во время заточки и еще лучше входит в траекторию движения шнека. Но можно при заточке нечаянно “зарезать” уже обработанный противоположный край.
Я затачиваю вращательно-качательными движениями стараясь придать форму задней поверхности, как под цифрой 2 , но это “запоминается” руками после проб цилиндрической и коничкской заточки. На видео видны небольшие вращательные движения пальцев при качании. http://www.chipmaker…ost__p__3740000
Хорошая заточка.
Переточка сверла: нужен совет бывалых
Привет,
В дюралюминиевой шайбе Ф34х7 мм необходимо сделать сквозное отверстие Ф5,0 мм, а также глухой цилиндр Ф22х5 мм с плоским дном. Вы должны сделать это за ОДНУ операцию ОДНИМ инструментом за ОДИН ОБОРОТ.
В ОПРОС: КАКОЙ ИНСТРУМЕНТ?
Самое простое, что пришло в голову, это заточить червячное сверло 2-х диаметров: сделать вход на ф5 мм, а также сделать “резец” ф22. Мяса достаточно. Придумано – сделано: на коленке, с помощью болгарки и алмазной резки, руки трясутся, криво и наискось, для проверки работоспособности сделано “что-то вроде инструмента”
Сделал две пробные “сверловки” – результат в целом положительный. Однако кривая заточка и, скорее всего, плохая концентричность приводят к “средней поверхности”.
В связи с этим прошу совета у опытных “заточников”: как ПРАВИЛЬНО сделать такой инструмент?
Я бы с удовольствием купил что-то подобное, но не нашел ничего похожего.
Альтернативы :
(а) позвонили в AVITO – умеют только обычные сверла точить, про “переточку” никто не слышал, или делали вид, ибо не интересно
(b) на прямой лот запрос остался без ответа
(c) Подозреваю, что можно было бы сделать что-то вроде чашечного сверла с напаянными вставками, но твердосплав и пайку не осилю
(г) обзвонил несколько специализированных инструментальных фирм – не хотят связываться со штучными заказами
(д) от скважины остался только колхоз 🙁
У кого есть опыт?
Изменено 17.07.2020 11:23 пользователем ШВЕD
§
Иногда на поиск оригинального решения проблемы уходит гораздо больше времени, чем на его реализацию простыми и давно известными методами.
Неясно, есть ли в автомобиле готовые заготовки для шайб или их нужно вырезать из бруска.
Если шайбы готовы, я бы закрепил сверло 5 мм в подходящем держателе, а рядом с ним токарный резец с режущей кромкой на оси сверла. Я бы установил поддержку в держателе инструмента на нужном уровне. Кстати, эти инструменты можно положить в обычную резцедержатель без каких-либо дополнительных инструментов, разве что с дрелью придется повозиться для большей надежности и безопасности. Отметьте необходимые позиции вдоль члена поперечной. Все операции: установить нужное положение на крестовине, выполнить сверление продольным движением. Передвигаем поперечное на нужную величину, перемещением продольного выполняем растачивание (могут быть варианты в зависимости от фрезы, станка, например, не в один, а в несколько проходов). Вот и сделано! Гораздо быстрее1 И даже несколько дополнительных секунд на перемещение креста займут всего час-два на игру, что едва компенсируется временем и стоимостью изготовления какого-то чудо-устройства.
§
Технология извлечения сломанных свёрл и метчиков
На обоих. на конце ролика (стального, но не менее ценного) сломался метчик М8. Ягодицы. Делать нечего, аккуратно сделал трехштифтовый съемник – хрень, подходит только для метчиков, сломанных методом шатания пьяного резца, посадил, т.е воткнул, не берет. Они, краны, как правило, от греха подальше, ломаются как колбаса с конца. Что делать? Сделать прибор для электроалхимического метода непросто, медная трубка тоже полная байда. и в отчаянии, оглядевшись, увидел только что купленный электрогравер. Ага, грызет. только медленно и камешек стирается моментально, я соорудил новый точильный инструмент вот такой – кусок средней зернистости 14А из круга толщиной 16мм просверленный на Ф4, приклеенный к штифту супер-моментом и заточил наждачной бумагой до F6мм. Вал в патроне и гравер в резцедержателе, жидкость тонкой струйкой оглушается, скорость выгрызания при 16000 об/мин около 1мм/мин, в общем на удаление фрагмента Л-22 ушло полчаса, два камешка, один раз сломаешь сердцевину. и дырка полностью сохранится.
Вот если бы был двигун на 100000 об/мин, производительность еще больше увеличилась бы и камешки были бы целее.
Вывод – в перерывах между боями надо соорудить реальное устройство на базе электрогравера для удаления заломов и т.д. так же важно соорудить кривошип с предохранительной муфтой – может кто владеет максимально допустимыми моментами для нажатий?
И что еще более важно, вам нужно будет получить точильный станок, потому что заточка новых метчиков вызывает разрывы все чаще и чаще 🙁
§
Ха! Китай! Вместо шурупов вкрутите их в деревянную стену и повесьте картину. Купил 4 токаря за 120 евро в Германии для нужд автосервиса. Один раз использовали (шпилька была вынута из корпуса) и мне их подарили, так что мотор снимать не пришлось. Про метчики: почему сверление р6м5 вас так пугает. Беру фрезу, грею метчик (отжигаю), сверлю твердосплавом и расформовываю. От м8 и далее проделывал несколько раз. И краники стараюсь не ломать. Тут главное эфы (а не на 4 десятка меньше), смазка и ощущение в руках.
Ха! Китай! Вместо шурупов вкрутите их в деревянную стену и повесьте картину. Купил 4 токаря за 120 евро в Германии для нужд автосервиса. Один раз использовали (шпилька была вынута из корпуса) и мне их подарили, так что мотор снимать не пришлось. Про метчики: почему сверление р6м5 вас так пугает. Беру фрезу, грею метчик (отжигаю), сверлю твердосплавом и разливаю. От м8 и далее проделывал несколько раз. И я стараюсь не ломать метчики. Тут главное эфы (а не на 4 десятка меньше), смазка и ощущение в руках.
§
Посадил метчик с резьбой М6 на торец стальной пластины.
Кран подошел к его шее. Она рухнула.
Я решил попробовать использовать 6-миллиметровый карбидный бор, чтобы удалить его. Жалко новый, взяли сломанный, на котором осталось 2 зуба. Взял немного, но скололся. Потом заточил остатки среза. получили коническую поверхность с несколькими хаотичными зубьями.
При 1250 об/мин работа шла достаточно быстро. В конце концов, он начал увеличивать давление. Он достиг скорости в несколько миллиметров в минуту, после чего резак рассыпался в клочья. Я заточил еще один и без проблем удалил остатки из крана. Просверлил отверстие поглубже и под длинный винт.
Кран просверлен по центру. Жаль нет фрезы меньшего диаметра.
Позже постараюсь сфотографировать. Батареи мертвы.
Еще интересные статьи о бумаге:
 Переплет на металлическую или пластиковую пружину. Что лучше выбрать?
Переплет на металлическую или пластиковую пружину. Что лучше выбрать? Пружина: определение, типы, функции, материалы, применение, преимущества и недостатки.: pavel_samuta — LiveJournal
Пружина: определение, типы, функции, материалы, применение, преимущества и недостатки.: pavel_samuta — LiveJournal Как пользоваться переплетной машиной (брошюровщиком, брошюратором) на пластиковую пружину?
Как пользоваться переплетной машиной (брошюровщиком, брошюратором) на пластиковую пружину?- Как сброшюровать журналы? | PrintSide
 Как брошюровать на брошюраторе? | PrintSide
Как брошюровать на брошюраторе? | PrintSide Брошюровка и переплет. Виды брошюровщиков и других переплетных систем ― Принтер-Плоттер.ру
Брошюровка и переплет. Виды брошюровщиков и других переплетных систем ― Принтер-Плоттер.ру- Как правильно сброшюровать листы в домашних условиях –
 Бумага для факса и разделочная доска — отличная основа оригинальной бизнес-идеи для гиков – Бизнес идеи на , 2021-2022
Бумага для факса и разделочная доска — отличная основа оригинальной бизнес-идеи для гиков – Бизнес идеи на , 2021-2022