Вопросы и ответы
Подготовка к работе оператором ламинатора
1. Включить ламинатор и выставить предварительную температуру нагрева – 75-80 °С. Температурный режим нужно учитывать и задавая скорость ламинирования: чем она выше, тем выше температура. 2. Ознакомиться с техническим заданием и подготовить необходимую пленку. 3. Проверить отсутствие грязи на прижимных валах. 4. Проверьте полностью ли оттиски высохли после печати.
Желательно подождать сутки для полной уверенности в затвердевании краски. На листах не должно быть порошка. Если на листах есть порошок — принять меры для его удаления.
5. Для тонкой бумаги — подготовьте и настройте на формат продукции вал обратной намотки продукции в рулон, для выравнивания листов после ламинации. Категорически не рекомендуется работать без устройства обратной намотки при угрозе скручивания листов продукции.
6. Установите на ламинатор пленку и отрегулировать ее натяжение.
7. Натяжение полотна пленки должно быть минимальное. Сильное натяжение приводит к растяжению пленки и скручиванию продукции, а слабое – к волнообразованию, сморщиванию при подводе пленки к валу и к возможности ее налипания на вал.
Ламинация продукции
1. Накладываем на рабочий стол приладочные листы тиража и проводим пленку. 2. Включаем минимальную скорость ламинирования. 3. Устанавливаем давление на делении 3-4 единицы. 4. При регулировке давления на нагревательных валах ламинатора, нужно помнить, что если нагревающие валы находятся в нагретом состоянии и при этом не осуществляется процесс ламинирования, давление должно быть отключено, т.е. валы должны быть обязательно разведены.
Нахождение нагретых валов сведёнными в таких ситуациях может привести к порче и деформации резины валов ламинатора! 5. Ламинируем несколько листов, снимаем давление и останавливаем ламинатор. 6. Визуально оцениваем качество ламинированных листов: на сгибе листа пленка не должна отслаиваться, не должно быть пузырьков и серебрения, пленка не должна отходить от материала.
При хорошей ламинации пленку от материала трудно оторвать даже с усилием. На оттиске не должно быть следов, царапин и замятий. При необходимости вносим поправки для давления (но не более седьмого деления) и температурного режима. Выбор оптимальных режимов ламинирования во многом зависит от толщины ламинированной продукции, климатических условий в цеху, скорости ламинирования. ПОМНИТЕ: слишком высокие давление на валах, температура, натяжение полотна пленки приводят к браку. 7. После окончания ламинации тщательно убрать грязь и остатки пленки с валов, убрать рабочее место.
Температура и скорость ламинирования
Определение идеальной температуры требует опыта. К моменту соприкосновения пленки с прижимным валом должна быть достигнута температура адгезии пленки с бумагой. Если ламинатор будет работать слишком быстро, пленка не будет держаться на материале. Скорость ламинирования зависит от температуры нагревательного вала.
Оптимальный баланс различен для разных бумаг и пленок. Температура определяется и характеристиками самой пленки (производители в технических характеристиках указывают температуру – она колеблется от 70 градусов до 105 градусов для матовых пленок и от 70 градусов до 110 градусов для глянцевых)
Ламинирование. Проблемы и решения
Проблема: Морщение пленки
Причина: Слабое натяжение полотна; Решение: Подтянуть полотно.
Причина: Неверная заправка полотна; Решение: Проверить проводку полотна.
Причина: Неправильная установка прижимных валов; Решение: Проверить установку валов.
Причина: Недостаточная температура; Решение: Подождать, чтобы ламинатор полностью нагрелся, если нужно — повысить температуру или использовать более тонкую пленку.
Проблема: Морщение бумаги
Причина: Лист неровно входит в ламинатор (передняя кромка листа должна быть параллельна оси ламинирующих валов); Решение: Разгладить лист, ввести его в ламинатор заново.
Проблема: Пузырьки под пленкой
Причина: Слабое натяжение полотна; Решение: Подтянуть полотно.
Причина: Недостаточная температура; Решение: Подождать, чтобы ламинатор полностью нагрелся, если нужно — повысить температуру или использовать более тонкую пленку.
Причина: Недостаточное давление ламинирования; Решение: Увеличить давление ламинирования
Причина: Неверная заправка полотна; Решение: Проверить проводку полотна.
Причина: Неправильная установка валов; Решение: Проверить как установлены валы.
Проблема: Регулярно повторяющиеся дефекты
Причина: Загрязнения ламинирующих валов; Решение: Очистить валы.
Проблема: Волнистость ламината и скручивание оттисков
Причина: Избыточная температура нагрева; Решение: Уменьшить температуру нагрева валов.
Причина: Неправильная установка валов; Решение: Проверить правильность установки валов.
Причина: Высокое натяжение полотна; Решение: Уменьшить натяжение полотна.
Проверка качества ламинации: сделать несколько тиражних листов, дать им остынуть около 10-15 минут и проверить качество ламинации на многократное смятие и фальцовку. Пленка не должна отставать от бумаги. Если все нормально – приступить к процессу массовой промышленной ламинации.
Источник
Гладкость (шероховатость)
Геометрия поверхности бумаги характеризуется показателем гладкости или шероховатости.
“Геометрия поверхности” бумаги определяется не только микронеровностями, но и макронеровностями. Первые обусловлены микрогеометрией, вторые распределением массы по площади.
Существует группа наиболее распространенных методов, в которых гладкость измеряется с помощью потока воздуха.
Наиболее распространены методы измерения на приборе Бендтсена Шеффилда и Паркера (шероховатость). Бекка (гладкость).

Сущность метода Бекка заключается в измерении времени, необходимого для прохождения воздуха определенного объема в вакуумную камеру между поверхностями испытуемого образца и стеклянной полированной пластины определенной площади, прижатых с определенным давлением. Гладкость измеряется в секундах. Чем выше гладкость, тем больше значение показателя.
Строгих зависимостей между значениями показателей гладкости (шероховатости), измеренных разными методами, нет. Существует качественная зависимость между значениями гладкости по Бекку и шероховатости по Бендтсену.
На приборах Бендтсена, Шеффилда измеряется поток воздуха, проходящий при постоянном давлении между поверхностью кольца и листом бумаги.
Шероховатость по Бендтсену выражают в мл/мин, по Шеффилду в единицах Шеффилда.
На рисунках приведены качественные зависимости между параметрами, определёнными разными методами. Они позволяют оценить характер изменения одного параметра в зависимости от изменения другого и могут помочь при сравнении показателей гладкости и шероховатости образцов, измеренных разными методами.
Метод Паркера (PPS) служит для измерения шероховатость бумаги и картона в условиях близких к условиям печатной машины. Результат измерения шероховатости по Паркеру выражается в микронах.
Капля теории
Свет — электромагнитные волны, излучаемые источником. Эти волны разной длины, и люди воспринимают их частично. А ещё мы не видим инфракрасное и ультрафиолетовое излучение. Человеческий глаз считывает отражённые от предметов волны и превращает их в очертания и цвет. Разные предметы отражают волны по-разному: одни хорошо, другие плохо, третьи частично.
https://www.youtube.com/watch?v=HSxJkKiHXbw
Наукой доказано, что у каждого цвета своя длина волны. Отражение или поглощение какой-либо частоты воспринимается мозгом как соответствующий цвет. При равномерном отражении предметом всех волн в равной степени мы видим белый цвет, а при полном поглощении чёрный.
Ещё с детства мы знаем: если смешать жёлтый цвет с синим, получится зелёный. Всё это колористика — наука о цвете, цветовой круг Освальда вам в помощь.
На нём показано, что противоположные цвета нейтрализуют друг друга. Так, красный цвет нейтрализует зелёный, синий нейтрализует оранжевый и далее по кругу: жёлтый нейтрализует фиолетовый, а зелёный — красный. Этим кругом активно пользуются парикмахеры, чтобы нейтрализовать нежелательный оттенок при окрашивании волос.
С бумагой та же петрушка: её белизна зависит от входящих в состав компонентов. Один из них — лигнин, я рассказывал о нём в предыдущих статьях, его цвет от светло-кремового до коричневого. Если бумагу не отбеливать, из-за него она будет коричневой, тогда её будут использовать для изготовления крафт-бумаги и картона.
Помните, раньше для отбеливания белья пользовались синькой? С бумагой тот же принцип.
Чтобы белый лист так и воспринимался, он по всей плоскости должен одновременно отражать общее количество электромагнитных волн. Для этого используют те самые добавки синего, в том числе и флуоресцентные, нейтрализующие жёлтый цвет. Они отражают бо́льшее количество лучей, попадающих на лист.
Когда нужно знать плотность бумаги
На секунду представьте: однажды солнечным утром вы решаете, что откладывать больше невозможно, компании нужны листовки, сотрудникам визитки, а бухгалтерии – фирменный квартальный календарь. Два календаря. И тогда вы берете в руки телефон и отважно набираете номер типографии. Диалог с менеджером идет легко и непринужденно, вы почти расслабляетесь, и вдруг на другом конце провода задают вопрос:
—А плотность бумаги какая?
Все еще не понимая, что это адресовано вам, вы неуверенно переспрашиваете:
—Ну плотность. 130 грамм, 150 грамм меловочка?
Чувствуя себя обманутым (все это время у бумаги была плотность, а вы и не знали):
—Эээ… Ну давайте обычную, — немного сомневаясь, что обычная плотность бумаги бывает. Где-то на другом конце провода менеджер вздыхает. И говорит:
—А вам для каких целей листовки нужны?
Кажется, они хотят украсть коммерческую тайну, и, вероятно, втридорога продать конкурентам! Иного выхода просто нет.
—Пшшш, пшшш! Плохо слышно! Связь прерывается, — и кладете трубку. Нехай и без листовок проживем, а бухгалтерии сейчас на принтере календарь распечатаем… Два календаря.
Когда я пришла работать в типографию – мне казалось, что все вокруг сошли с ума и толщину бумаги измеряют в единицах измерения массы. Через некоторое время я поняла, что при разговоре с клиентами менеджеры упускают вторую часть этой конструкции – правильнее было бы говорить «грамм на квадратный метр», называя единицу измерения плотности.
Если объяснить простыми словами, плотность бумаги – это сколько весит её квадратный метр в граммах. Когда типография говорит про 115 грамм – это значит, что если на очень чувствительные весы положить лист бумаги размером метр на метр – они покажут те самые 115 грамм.
Однако вряд ли вы дома храните сверхчувствительные весы и несколько квадратных метров бумаги разной плотности, чтобы прикинуть, какой толщины буклеты или листовки вам нужны. Примерно так я и подумала – и пошла за более понятными ответами.
Источник
Ламинация — это просто! [статья специально для sheenn]
| Послепечатные и отделочные технологии Конец — делу венец. Обсуждаем все, что связано резкой, склейкой, брошюровкой. |
В этой статье я рассмотрю одно простое устройство, которое есть почти в каждой типографии – ламинатор или оборудование для припрессовки пленки. Необходимо обратить внимание, что при всей кажущейся простоте, это оборудование и собственно технологический процесс вызывает много вопросов и проблем у новичков и может быть настоящим бедствием, когда весь тираж ушел в помойку.
Многие новички обращаются ко мне с вопросами: «Помогите. Царапины. Полосы! . Отслаивается пленка. Скручиваются листы. «, и порой ответы на эти вопросы лежат на поверхности, нужно только внимательно проанализировать факторы, которые могут повлиять на возникновение брака. И в этой статье о них как раз и поговорим!
Все ламинаторы (в данной статье рассматривается оборудование по горячей припрессовки пленки) устроены одинаково и принципиальных отличий между собой не имеют. Схематически процесс припрессовки пленки приведен на рис.1, где специальная пленка с предварительно нанесенным на нее клеевым слоем, который расплавляется на горячим «ламинирующем» валу, приклеивается к материалу под давлением, создаваемое печатным цилиндром.
Казалось, все просто! Но, чтобы этот простой процесс проходил «на ура», нужно знать и учитывать факторы, которые могут повлиять на качество продукции.
Во-первых, состояние оборудования – ламинирующий вал и печатный цилиндр должны быть чистыми и поверхность цилиндров должна быть идеально ровная и гладкая: без сколов, царапин и других механических повреждений, иначе на оттиске будем видеть «пузыри», кратеры, вкрапления.
| Совет: Для очистки хромированной поверхности ламинирующего вала рекомендуется использовать спиртовые растворы, либо бытовой FAIRY. Для очистки резинового печатного цилиндра используют либо спиртовой раствор, либо средства для очистки увлажняющих валов в печатных машинах. Использовать обычные смывочные растворы не рекомендую из-за медленного времени испарения, да и воняют они. |
Во-вторых, на ламинаторе должны быть корректно выставлены параметры давления, температуры, натяжения пленки и скорости работы. Натяжение пленки должно быть подобрано таким образом, чтобы пленка на ламинирующем валу была равномерно распределена: слишком высокое натяжение приводит к растяжению пленки, а слишком низкое к волнообразованию пленки.
Давление прижима должно быть экспериментально подобрано с учетом толщины материала и пленки, чтобы обеспечивалась хорошая адгезия пленки к печатному листу (в большинстве случае давление по манометру держат на уровне 4-5 делений). Температура и скорость также подбираются на основании опытных наблюдений и эти параметры взаимосвязаны – скорость работы зависит от температуры ламинирующего вала.
Если ламинатор будет работать слишком быстро, то клей не успевает активироваться и пленка не будет держаться на печатном оттиске. На практике температуру ламинирующего вала устанавливают в пределах 80–120° (для матовых она меньше, для глянцевых больше).
В третьих, пленка для припрессовки бывает разная – они отличаются не только толщиной (от 24мкм до 250мкм), но и качеством как самой пленки, так и качество нанесенного клеевого слоя. Несколько несложных советов, как оценить качество пленки: 1.
Обратить внимание на качество намотки пленки на втулку – пленка должна быть равномерно намотана: без хвостов по краям (торец должен быть ровным), без бугров и волнистостей. 2. Не использовать пленку с механическими повреждениями рулона – битые торцы, порезы, ямочки и проколы – все это приведет к браку ламинируемой продукции. 3.
Клеевой слой должен быть равномерно нанесен по всей поверхности листа. Визуально оценить такой параметр очень проблематично, но бывают случаи, когда невооруженным глазом видны ореолы и пятна, а это уже должно насторожить. 4. При дальнейшем нанесении УФ-лака, фольги необходимо позаботиться и об использовании пленок с коронированной (активированной) поверхностью.
В-четвертых, печатные листы должны быть пригодны для горячей припрессовки пленки. Не рекомендуется использовать для ламинирования бумаги плотностью меньше 130gsm, кальки, дизайнерские бумаги с грубой фактурой. Во многом на качество адгезии влияет и печатная краска – не используйте оттиски, отпечатанные красками с большим содержанием воска (это касается и оттисков с цифровых машин, где используется тонер с большим содержанием масла).
Печатные оттиски должны быть полностью высохшие и бумага не должна быть слишком влажной, т.к. при контакте с горячей ламинируемой поверхностью начинает образовываться частицы вода по поверхности материала, которые нарушают адгезию. Оптимально, начинать процесс ламинации по прошествии 24-48 часов после печати.
| Совет: Для оттисков, которые планируются ламинировать лучше использовать порошки на базе сахара (растворимые) или крахмала. Не рекомендуется использовать порошки с силиконовым покрытием, т.к. частицы такого порошка всегда будут располагаться на поверхности красочного слоя и препятствовать адгезии пленки. |
Использовать при печати покрытие WD-лаками печатных оттисков может как помочь и улучшить качество ламинирования, так и навредить. Настоятельно рекомендую пробовать!
В-пятых, перед началом работы, проконтролируйте качество припрессовки – сделайте несколько оттисков, подождите минут 15 и проверьте качество ламинации через многократкое сложение оттиска – пленка не должна отставать от бумаги.
Источник
Отбор проб
При отборе проб необходимо соблюсти последовательность операций:
- от партии продукции отобрать единицы продукции;
- от единиц продукции отбирают листы;
- из отобранных листов отбирают и нарезают листы проб (пробы);
- в соответствии с требованиями стандартов на методы конкретных испытаний нарезают образцы для испытаний.

Листы не должны иметь морщин и складок, должны быть плоскими. Вырезаться они должны из неповреждённых листов продукции. Кромки отбираемых листов должны быть параллельны машинному и поперечному направлению бумаги. Листы пробы должны быть размером примерно ( 300 х 450) мм.
В обращении с листами пробы нужно соблюдать осторожность защищая от воздействия солнечного света, жидкостей, изменения влажности и других нежелательных воздействий (ГОСТ Отбор проб для определения среднего качества).
Для приведения условий испытаний в сопоставимые условия образцы бумаги перед испытаниями приводят в некие стандартные условия по влажности и температуре. Да и сами испытания проводят в этих условиях. Такое приведение образцов в стандартные условия называется кондиционированием.
Условия кондиционирования бывают трёх видов, как указано в таблице. Чаще используются условия кондиционирования при 50% относительной влажности воздуха. Специальные условия используются, например, при кондиционировании банкнотной бумаги.
| Температура, 0С | Относительная влажность, % | Характеристика режима |
| 23±1 | 50±2 | Условия кондиционирования большинства печатных видов бумаги |
| 27±1 | 65±2 | Для тропических условий |
| 20±1 | 65±2 | Для специальных условий |
Образцы выдерживают до достижения ими равновесной влажности, которая считается достигнутой, если при двух последовательных взвешиваниях образца, проведенных через 1 ч, последняя масса отличается от предыдущей не более чем на 0,25%.
При хранении и испытании образцов равновесная влажность не должна изменяться (ГОСТ 13523–78. Метод кондиционирования образцов).
Офсетная бумага монди | форматы, цены
Офсетная бумага Монди — многофункциональная чистоцеллюлозная бумага с проклейкой и превосходными свойствами поверхности для качественной печати. Отличается высокой степенью белизны, непрозрачности, равномерной структурой, стойкостью к выщипыванию и отсутствием пылевого отделения. Отлично подходит для различных способов печати высокохудожественных иллюстрационно-текстовых изданий, изобразительной продукции и многокрасочных изданий, с длительным сроком использования (книг, справочников, рекламной и бумажно-беловой продукции). Широко применяется в типографиях для печатания полноцветной книжно-журнальной продукции, включая многокрасочные издания с художественным контентом. Данная полиграфическая продукция содержит сложные полутоновые иллюстрации. К ней предъявляются высокие требования по длительности срока хранения. Офсетная бумага — основная продукция, на которой специализируются предприятие. На долю ОАО «Монди СЛПК» приходится 37% российского рынка офсетной бумаги.
Производитель:АО «Монди Сыктывкарский ЛПК»
СТО: 00279404-002-2009
Масса: 60, 65, 70, 80, 90, 100, 120, 160, 190, 235 г/м2
Цвет: белый
Способы печати:офсетный
Сертификат соответствия: скачать
Заключение о долговечности: скачать
Паспорт качества: скачать
| характеристики офсетной бумаги | единицы измерения | значения |
| ОСНОВНЫЕ ХАРАКТЕРИСТИКИ | ||
Масса | г/м2 | 60 — 235 |
Влажность | % | 5 — 7 |
| СТРУКТУРНЫЕ ХАРАКТЕРИСТИКИ | ||
Толщина | мкм | 85 — 190 |
Шероховатость по Бендтсену | мл/мин | 120 — 800 |
| ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ | ||
Белизна по CIE | % | 142 — 148 |
Белизна D65/10 | % | 102 — 105 |
Непрозрачность | % | 84 — 91 |
| МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | ||
Разрывная длина в продольном направлении | км | 4,5 |
Смотрите также:Бумага офсетная Котлас, Офсетная бумага Гознак, Бумага офсетная Кама, Офсетная бумага Туринск, Офсетная бумага Светогорск, Офсетная бумага
Плотность бумаги по стандарту сша
Определение плотности бумаги по весу упаковки с бумагой было ранее широко задействовано в Великобритании, Европе, также как и в Северной Америке, где оно до сих пор используется. Популярность метода в Европе упала после международной стандартизации форматов бумаги по ISO 216 и его национальным предшественникам в европейских странах.
Плотность определяется как масса пачки неразрезанной бумаги в фунтах (lb) (Примечание: часто вместо фунтов на пачках пишут # после числа веса). Существует много типов неразрезанной бумаги, которые используют в различных производствах: для офисной бумаги и картона используют тип Bond, Cover и Index.
Поэтому, если у вас есть лист 20lb Bond Letter, он будет одинаковой толщины с 20lb Bond Legal, хоть листы и будут весить по разному. Но лист 28lb Bond Letter формата бумаги не будет одинаковым с 28lb Cover Letter размером, так как непорезанные листы Bond и Cover различные.

Бумага, которая используется в офисах чаще всего имеет плотность в 20-24 фунта (lb). Часто поставщики опускают слово Bond на упаковке и просто выписывают вес 20 фунтов или 24 фунта, так как на упаковках других формтаов всегда пишут Index или Cover если «по умолчанию» не был использован тип Bond.
Газетная бумага имеет свой собственный тип, Newsprint, который имеет размер 24х36 дюйма в необрезанном размере листа. Это значительно больше, чем у бумаги необрезанных размеров типов Bond и Cover, таким образом, наиболее распространенным 30lb Newsprint (газетная) на самом деле значительно более тоньше 20lb Bond типа. Следующая страница рассказывает про различные типы стоковых типов необрезанных листов бумаги.
Таблиц преобразования плотности бумаги из г/м2 в lb и назад.
Плотность грамм на метр квадратный (gsm)

Вес бумаги по ISO 536 указывается в основном на упаковке с товаром в г/м2 или GSM. Этот стандарт определяет вес одного листа бумаги A0 (который имеет площадь в 1м2) в зависимости от удельной плотности. Это значит, что A0 лист с плотностью 80 г/м2 будет весить 80 грамм, A0 лист бумаги 100г/м2 будет весить 100 грамм и так далее.
Примечание: на пачках обычно пишут GSM, а не г/м2 в большинстве компаний. Это произошло из-за неспособности ранних компьютерных пакетов отображать символы в верхнем индексе — особенности складского учета, учета и выставления счетов систем.
Бумага, которой обычно пользуются в офисах, как правило, имеет плотность между 70г/м2 и 80 г/м2, а 80 г/м2 является наиболее часто встречающейся плотностью. Некоторые бухгалтеры и адвокаты используют более плотные бумажные листы, начиная от 90gsm и до 120gsm для формальной переписки.
См. эту страницу с таблицей веса отдельных листов 4A0, 2A0, A0, A1, A2, A3, A4, A5, A6, A7, A8, A9 и A10 для различных часто используемых плотностей бумаги.
Пористость
Пористость непосредственно влияет на впитывающую способность бумаги, то есть на ее способность воспринимать печатную краску, и вполне может служить характеристикой структуры бумаги. Бумага является пористокапиллярным материалом; при этом различают макро и микропористость.
Макропоры, или просто поры, — это пространства между волокнами, заполненные воздухом и влагой. Микропоры, или капилляры, — мельчайшие пространства неопределенной формы, пронизывающие покровный слой мелованных бумаг, а также пространства, образующиеся между частичками наполнителя или между ними и стенками целлюлозных волокон у немелованных бумаг.
Капилляры есть и внутри целлюлозных волокон. Все немелованные, не слишком уплотненные бумаги, например газетные, — макропористые. Общий объем пор в таких бумагах достигает 60% и более, а средний радиус пор составляет около 0,160,18 мкм. Такие бумаги хорошо впитывают краску за счет рыхлой структуры, то есть сильно развитой внутренней поверхности.
Если изобразить структуры бумаги в виде шкалы, то на одном из ее концов разместятся макропористые бумаги, состоящие целиком из древесной массы, например газетные. Другой конец шкалы соответственно займут чистоцеллюлозные микропористые бумаги, например мелованные.
Так, мелованные бумаги относятся к микропористым, или капиллярным, бумагам. Они тоже хорошо впитывают краску, но уже под действием сил капиллярного давления. Здесь пористость составляет всего 30%, а размер пор не превышает 0,03 мкм. Остальные бумаги занимают промежуточное положение.
Фактически это означает, что при печати на офсетной бумаге в поры проникают как растворители, содержащиеся в краске, так и красящие пигменты, вследствие чего концентрация пигмента на поверхности невелика и добиться насыщенных цветов невозможно.
Макропористые бумаги хорошо воспринимают краску, впитывая ее как единое целое. Краски здесь маловязкие. Жидкая краска быстро заполняет крупные поры, впитываясь на достаточно большую глубину, причем чрезмерное ее впитывание может даже вызвать «пробивание» оттиска, то есть изображение станет видным с оборотной стороны листа.
Самые распространенные виды плотности бумаг, используемые в полиграфии для изготовления различной продукции:
40-70г/м2 – самый тонкая, она бывает мелованная и газетная. Мелованную бумагу используют для печати больших тиражей многополосных журналов и справочников, а газетную используют для печати в дешевых бланков и газет. .
80г/м2 – это обычная офисная бумага, которую все используют для печати офисных документов. В типографии Раведа эту бумагу используют для чб печати и тиражирования. Ее называют “офсетной бумагой 80г”.
90-115г/м2 – Используется при печати листовок для раздачи и многополосных брошюр. Бумагу 90г в типографии Раведа используют для печати блоков в квартальные календари для клиентов, которые хотят заказать кватальные календари дешево в Москве
130г/м2 – используется для печать буклетов и страниц при изготовлении брошюр объемом до 40 полос.
150г/м2 – бумага для плотной листовки или флаера.
170г/м2 – эту бумагу используют, когда нужна печать перекидных календарей по самой низкой цене в Москве и печать календарей домиков
200г/м2 – используется для печати обложек когда, нужна печать каталогов и когда нужно заказать бумажные пакеты дешево в Москве.
250г/м2 – для печати флаеров, а также обложек брошюр в случаях, когда нужно заказать изготовление каталогов.
300г/м2 – вид бумаги для изтоговления обложек в брошюрах и блокнотах, когда нужно изготовление блокнотов дешево, а также печать визиток в Люберцах
Еще интересные статьи о бумаге:
 Какую бумагу выбрать
Какую бумагу выбрать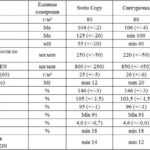 Толщина и плотность бумаги А4 для принтера: какая бывает, в чем измеряется, как определить
Толщина и плотность бумаги А4 для принтера: какая бывает, в чем измеряется, как определить Плотность бумаги
Плотность бумаги Советы по выбору бумаги для фотопечати | Бумага для фотопечати | Блог | Клуб DNS
Советы по выбору бумаги для фотопечати | Бумага для фотопечати | Блог | Клуб DNS Виды и характеристики бумаги для печати: газетная, мелованная, офсетная бумага | Типография Барт
Виды и характеристики бумаги для печати: газетная, мелованная, офсетная бумага | Типография Барт Плотность ватмана и других типов бумаги
Плотность ватмана и других типов бумаги Характеристики бумаги в скетчбуках – Лео творит! — ЖЖ
Характеристики бумаги в скетчбуках – Лео творит! — ЖЖ Выбираем офсетную бумагу
Выбираем офсетную бумагу