Что такое зернистость
Человек всегда будет стремиться свести любую сложную проблему к одному числу, и зернистость – не исключение. Вне всяких сомнений, присвоить любому точильному камню одно единственное число – зернистость – является очень соблазнительной идеей, так как задача сравнения становится тривиальной.
Основные классификации зернистостей объемных абразивов, которыми пользуются в деле заточки:
- FEPA-F – европейская классификация, которой также пользуются в США
- JIS – японская классификация
- ГОСТ 9206-80 – российская классификация алмазных абразивов
- ГОСТ 3647-80 – российская классификация не-алмазных абразивов
Каждая из этих классификаций дает определение своего набора зернистостей. Зернистость – величина дискретная (не непрерывная). К примеру, FEPA-F дает определение зернистости 800 и 1000, а зернистостей 801 или 900 не существует.
Любой абразив (неважно – твердый, паста или порошок) состоит из громадного числа частиц. В мире пони и бабочек (в котором живут многие маркетологи компаний-производителей) все частицы имеют одинаковый размер. В реальном мире абразивные частицы не могут иметь одинаковый размер, одни будут больше, другие – меньше.
Классификации вносят элемент порядка в хаотический мир статистики. Зернистость определяется как интегральная функция предельного распределения размера зерен. Поясняющая картинка – зернистость грубых абразивов (макрогриты) в классификации FEPA-F (мы используем логарифмическую шкалу на всех графиках).
Примерим на себя роль лаборанта, который должен определить зернистость FEPA-F абразивного порошка. Мы последовательно берем пары эталонных сит – крупнозернистое сверху и мелкозернистое снизу. И сыпем порошок сверху. Если большая часть порошка проходит сквозь верхнее сито и застревает в нижнем сите – значит образец удовлетворяет зернистости. При этом возможны три случая:
- Если абразив плохой (слишком большое распределение размеров зерен), он может вообще не удовлетворять ни одной зернистости.
- Нормальный абразив удовлетворяет лишь одной зернистости.
- Сверхкачественный абразив (с узким распределением размера зерен) может удовлетворять двум или более зернистостям. К примеру, зерно 100±5 мкм можно классифицировать одновременно как F 150 и F 120.
И это – общая проблема при пользовании таблиц зернистостей. Зернистость по одной классификации никогда не совпадает с какой-либо зернистостью другой классификации. Если производитель декларирует соответствие бруска какой-либо зернистости, без тщательного лабораторного анализа невозможно определить соответствие бруска зернистости в другой классификации. Можно лишь делать допущения и упрощения.
Основа
Абразивная бумага может быть изготовлена на разных материалах:
- На бумажной основе производят основную долю изделий с абразивом. Для повышения прочности бумажного полотна к разрыву, истиранию, изгибу его пропитывают полимерами и смолами. Благодаря этим составам изделие приобретает и влагостойкие свойства. Но все равно, бумага – предмет хрупкий и для интенсивной длительной работы не подходит. На нее наносят мелкое зерно.

- Наждачная бумага на тканевой основе более устойчива к истиранию и износу. Зерно держит так же хорошо, полотно дополнительно обладает эластичностью и устойчивостью к влаге, интенсивной работе с разными материалами даже шлифмашинкой, для которой выпускают насадки на липучке.

- Комбинированное тканево-бумажное полотно (двухслойное) сочетает в себе лучшие свойства предыдущих материалов. Изделие обладает эластичностью, устойчивостью к истиранию, сгибанию, влаге. На комбинированной основе производят крупнозернистую наждачку.
В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.
Введение
Наверняка вы знаете о существовании разных классификаций зернистости абразивов: в Европе – FEPA, в Японии – JIS, в России – ГОСТ. Разные производители пользуются разными системами, что вносит сложность в идентификации зернистости.
Вопрос на засыпку (попробуйте ответить на него сами или задайте его опытному заточнику, если вы пока не разбираетесь в предмете). Есть алмазная гранула размером 9 мкм. Какова ее зернистость в разных классификациях зернистости?
Скорее всего вы (или ваш визави) откроете одну из многочисленных сводных таблиц, чтобы найти однозначный ответ. И в этом случае ваш ответ будет неверным, вне зависимости от того, какие значения вы назовете. Потому что заданный вопрос просто не имел смысла.
Зернистость во всех существующих классификациях определяет статистический состав абразива как конгломерата огромного количества частиц. С отдельными частицами классификации не работают. Нельзя присвоить зернистость отдельно взятой частице, потому что частица одного размера может входить в совершенно разные фракции абразива. (Частица 9 мкм из нашего примера может входить в 4 фракции по ГОСТ 9206-80, и в целых 8 фракций по JIS!)
Что такое фракция
Вы спросите – неужели нарисованные на графике прямоугольники FEPA так сильно отличаются от аналогичных для других классификаций? Все дело в том, что мы сильно упрощаем суть, так как говорим лишь об основной фракции. Основная фракция – это лишь половина абразивных частиц (размер которых ближе всего к среднему значению).
Например, абразив J 2500 (JIS) имеет основную фракцию в диапазоне 5-6 мкм, а зерна смежной фракции могут достигать 14 мкм, что почти втрое крупнее. Если вы взглянете на таблицу преобразования в конце статьи, то увидите, что J 2500 соответствует ГОСТ 7/5.
Но и это еще не все! Основная фракция – около 50% частиц, смежная – еще около 40%. Остается еще 9-10% частиц, размер которых может выходить за диапазон смежной фракции. Это называется предельной фракцией. К примеру, абразив с зернистостью J 240 имеет основную фракцию 57±3 мкм, а зерна предельной фракции могут достигать размера 127 мкм! И это не какой-то брак, это такой стандарт.
Разумеется, не стоит кидаться в крайности и считать, что раз стандарт допускает разброс, безобразный с точки зрения заточки ножей, то производители этим пользуются и халтурят. Реальные абразивные бруски скорее всего будут иметь адекватное распределение размера зерен. Но не зная этого наверняка, не стоит делать допущений.
Наждачка с крупным зерном (крупнозернистые — macrogrid)
- Самые грубые работы. Снятие заусенцев, ржавчины. ( зерно 1000 мкм — 500 мкм) Новый ГОСТ : P22, P24,P30, P36 (здесь и далее последовательность приведена в порядке уменьшения зерна, т.е. P22 — наибольшее зерно (1000 мкм), P36 — наименьшее (500 мкм)) Старый ГОСТ : 80-П, 63-П, 50-П (здесь и далее в порядке уменьшения зерна, т.е. 80 — наибольшее зерно (1000 мкм), 50 — наименьшее (500 мкм))
- Грубые работы по древесине. Предварительная шлифовка различных поверхностей (500 — 250 мкм)
- Новый ГОСТ: P40, P46,P54, P60
- Старый ГОСТ: 40-П, 32-П, 25-П
- Снятие слоя лака, краски или олифы. Устранение неровностей штукатурки. Промежуточная шлифовка (250 — 100 мкм) Новый ГОСТ: P70, P80,P90, P100 Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
- Окончательное шлифование. (50 — 105 мкм)
- Новый ГОСТ: P120, P150,P180, P220
- Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
Наждачка с мелким зерном (мелкозернистые — microgrid)
- Тонкое шлифование (60 — 40 мкм)
- Новый ГОСТ: P240, P280,P320, P360
- Старый ГОСТ: 5-П, 4-П.
- Полировка, «мокрое» шлифование (с применением смазочно — охлаждающих жидкостей). (40-20 мкм)
- Новый ГОСТ: P400, P500,P600, P800
- Старый ГОСТ: M40, M28, M20
Шлифовка металла, пластика, керамики. Отделочная обработка любых пород дерева, кожаных изделий.
(20-14 мкм)
Новый ГОСТ: P1000, P1200
Старый ГОСТ: M20
- Сверхтонкое шлифование, полирование коррозионно-стойких сталей, изготовление микрошлифов. (14-3 мкм)
- Новый ГОСТ: P1500, P2000, P2500
- Старый ГОСТ: M14, М10, M7, M5
Также полезно понимать на какие типы разделяют наждачную бумагу помимо размера абразивного зерна и каким образом это сказывается на её функциональном назначении и стоимости.
А трудность в чем?
Сегодня в магазинах можно встретить шлифовальную бумагу помеченную как по российскому ГОСТУ так и стандартам других стран.
Путаница в том, что отечественная маркировка на шкурке может быть выполнена по новому ГОСТ от 2005 года (ориентирован на европейские стандарты) и по ГОСТу 80-х годов утвержденному ещё Министерством станкостроительной и инструментальной промышленности СССР.
Две категории стандартов обратны. В старом ГОСТ 3647-80 уменьшение чисел маркировки обозначало уменьшение размера зерна. В новом ГОСТ зерно абразива уменьшается, а цифра в маркировке, напротив, растет.
Кроме того, не существует единения и среди мировых производителей. Собственного стандарта придерживается США и Канада, Европа и Турция, Япония, Китай.
Виды абразива
Различают несколько наиболее распространенных материалов, служащих сырьем для изготовления абразивного порошка:
Гранат. Этот абразив является натуральным минералом, поэтому экологически абсолютно безопасен для человека. Естественная структура частиц позволяет эффективно использовать такую наждачную шкурку для обработки всех пород древесины.
Карбид кремния отличается высокими показателями твердости и прочности. Применяют такую наждачную бумагу для шлифования металлов, стекловолокна и других материалов, отличающихся повышенной твердостью.
Абразив на основе керамики используют для формирования поверхности и устранения крупных дефектов при первичной обработке древесины, шлифовке паркета и т.д.
Оксид алюминия достаточно хрупок, поэтому в процессе шлифования кристаллы могут крошиться, образовывая вместо затупленных новые режущие грани. Эта особенность значительно продлевает срок службы абразивного полотна.
Существуют и другие наполнители, однако встречаются они довольно редко и используются для специальной обработки.
Учитывая доступность и невысокую стоимость наждачной бумаги, можно с уверенностью сказать, что никакая конкуренция в ближайшее время ему не угрожает. Универсальность и простота обработки, а также многообразие обрабатываемых материалов делают абразивное полотно незаменимым как в быту, так и в промышленных условиях.
Виды зернистости наждачной бумаги
В зависимости от фракции абразивной крошки, материала основы и назначения, весь спектр выпускаемого абразивного полотна можно разделить на несколько модификаций.
По величине зерна различают следующие виды шлифовальных полотен: мелкозернистые и крупнозернистые. В таблице приведены показатели зернистости наиболее часто используемой наждачной бумаги:
Начальное шлифованиеисправление незначительных дефектов поверхности
| ГОСТ Р 52381-05 | ГОСТ 3647-80 | Зернистость, мкм | Сфера применения |
| Крупнозернистая | |||
| Р22 | 80-Н | 800-1000 | Предварительная зачистка |
| Р24 | 63-Н | 630-800 | |
| Р36 | 50-Н | 500-630 | |
| Р40 | 40-Н | 400-500 | Черновая обработка древесины |
| Р46 | 32-Н | 315-400 | |
| Р60 | 25-Н | 250-315 | |
| Р80 | 20-Н | 200-250 | Начальное шлифование Исправление незначительных дефектов поверхности |
| Р90 | 16-Н | 160-200 | |
| Р100 | 12-Н | 125-160 | |
| Р120 | 10-Н | 100-125 | |
| Р150 | 8-Н | 80-100 |
|
| Р180 | 6-Н | 63-80 | |
| Мелкозернистая наждачная бумага | |||
| Р240 | 5-Н; М63 | 50-63 | Финишное шлифование твердых пород дерева Промежуточное шлифование |
| Р280 | 4-Н; М50 | 40-50 | |
| Р400 | М40; Н-3 | 28-40 |
|
| Р600 | М28; Н-2 | 20-28 | |
| Р1000 | М20; Н-1 | 14-20 | Шлифование керамики, пластика и металлов Мокрое шлифование |
| Р1200 | М400 | 10-14 | Полировка, снятие глянца |
| Р1500 | М10; Н-0 | 7-10 | |
| Р2000 | М7; Н-01 | 5-7 | |
| Р2500 | М5; Н-00 | 3-5 |
Как видно из таблицы зернистости, область применения наждачной бумаги довольно широка:
- Столярная и мебельная отрасли;
- Машиностроение и промышленное производство;
- Изготовление нестандартного оборудования и приборостроение;
- Ремонт и покраска автомобилей;
- Строительно-отделочные работы.
Это далеко неполный перечень, а способы использования наждачной шкурки в быту и вовсе не поддаются описанию по причине своего бесконечного многообразия.
Наиболее распространенными являются три формы выпускаемых наждачных полотен:
Что касается формы выпуска, наиболее распространенными являются листовая и рулонная. Кроме этого Существуют готовые кольцевые модификации для циклевочных и ручных шлифовальных машин, дисковые накладки для электродрелей и некоторые другие разновидности.
Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
Этапы производства:
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…500С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь. Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок.
Крупная зернистость
Особо крупное зерно P22–P36. Ленты с особо крупным зерном P22–P36 применяются для очень грубых видов работ и являются самым грубыми. Размеры зерен находятся в пределах от 1 000 до 500 мкм.
Крупное зерно Р40–Р60. Ленты с крупным зерном (Р40–Р60) используются для первоначальной обработки материала (чаще всего дерева). Поскольку размер гранул довольно крупный, забивается лента не так быстро, что позволяет выполнить значительный объем работы. Размеры зерен находятся в пределах от 500 до 250 мкм.
Зерно P70–P120 для первичной шлифовки. Ленты для первичной шлифовки (P70–P120) подходят практически для всех работ по зачистке поверхности, к примеру, лакокрасочного покрытия или же в случаях, когда необходимо сгладить деталь. Размеры зерен находятся в пределах 250–100 мкм.
Зерно P150–P220 для окончательной шлифовки. Ленты для окончательной шлифовки (P150–P220) применяются для финальной зачистки поверхности от краски или придания гладкости, также для шлифовки под покраску. Используются для мягких пород дерева. Размеры зерен находятся в пределах 100–63 мкм.
Маркировка
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей.
Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой.
Их соответствие можно проследить в таблице.
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Маркировка наждачной бумаги
Маркировка указывает на точные характеристики наждака (тип абразива и вид зернистости). Все данные указываются на обратной стороне листа. Классификация отечественного ГОСТа 3647−80 является устаревшей. На сегодняшний день маркировка осуществляется в соответствии с международным стандартом ISO 6344. Важно, что значения международных стандартов перекликаются с данными ГОСТа.
Область применения зависит от зернистости. Таблица содержит обозначения по ГОСТ СССР и международным стандартам ISO, а также сферы использования конкретных абразивов.
Маркировки крупнозернистой наждачной бумаги
| Шкурка шлифовальнаяГОСТ 3647–80 | Шкурка шлифовальная ISO 6344 | Сфера использования |
| 63-Н, 50-Н, 80-Н | Р36, Р22, Р24 | Грубые черновые работы |
| 25-Н, 32-Н, 40-Н | Р40, Р60, Р46 | Грубая шлифовка |
| 10-Н, 16-Н, 20-Н, 12-Н | Р80 — Р120 | Первоначальная зачистка |
| 6-Н, 8-Н | Р150, Р180 | Завершающая шлифовка |
Маркировки мелкозернистой наждачной бумаги
| ГОСТ 3647–80 | ISO 6344 | Применение |
| М63, 5-Н | Р280, Р240 | Шлифование твердой породы древесины |
| 3-Н, М28, М40, 2-Н | Р400, Р600 | Полировка поверхности перед покраской |
| 1-Н, М20 | Р1000 | Обработка керамики, металла, пластика |
| М14, Н-0, М5, Н-00, М7, Н-01, М10 | Р1200, Р1500 и более | Финальная полировка |
Расшифровка букв в обозначении маркировки на оборотной стороне материала:
- Буква «Р» означает зернистость.
- Листовая бумага обозначена буквой «Л». Никак не обозначают рулонную.
- «Н» — размер кристаллов в десятках микрон.
- Буквы «Л1», «Л2», «М» указывают на влагостойкость.
- «П» — для сухих работ, без контакта с влагой.
- Цифра «1» — для шлифования мягких материалов.
- «2» — для металла.
Маркировка наждачной бумаги в зависимости от ее назначения: таблица
В зависимости от специфики работ крупнозернистая наждачная бумага подразделяется на несколько основных групп:
| Маркировка | Виды работ |
| Р22; Р24;Р36 | Подготовительные работы: удаление ржавчины Устранение крупных дефектов поверхности |
| 80-Н; 63-Н; 50-Н | |
| Р40; Р46; Р60 | Грубая обработка поверхностей |
| 40-Н; 32-Н; 25-Н | |
| Р80; Р90; Р100; Р120 | Предварительное шлифование |
| 20-Н; 16-Н; 12-Н; 10-Н | |
| Р150; Р180 | Окончательная шлифовка и доводка |
| 8-Н; 6-Н |
Мелкозернистая наждачная бумага так же маркируется в соответствии с особенностями использования:
| Маркировка | Виды работ |
| Р240; Р280 | Шлифование твердых пород древесины |
| 5-Н; М63 | |
| Р400; Р600 | Полирование подготовка поверхности под покраску |
| М28; М40; 2-Н; 3-Н | |
| Р1000 | Шлифовка керамических поверхностей, пластиков и металлов |
| М20; 1-Н | |
| Р1200; Р1500; Р2000; Р2500 | Полирование и снятие глянца |
| М14; М10; М7; М5; Н-0;Н-00; Н-01 |
При покупке наждачной бумаги на оборотной стороне можно обнаружить и другие обозначения. Каждое из них несет определенную смысловую нагрузку, например, разновидность абразивного порошка, способ его крепления, особенности клеевой смеси и тип основы и ее механические свойства. Рассмотрим основные обозначения.
- Наименование «Р» свидетельствует об абразивной структуре материала;
- Буква «Л» обозначает форму выпуска, в данном случае – листовая;
- Цифры «1» и «2» говорят о назначении абразивного полотна: 1 – для шлифования мягких поверхностей, 2 – металла и других твердых и особо твердых материалов;
- Устойчивость к воздействию влаги обозначается символами «Л1», «Л2» или М;
- Обозначение «П» свидетельствует о том, что воздействие влаги и сырости крайне нежелательно.
Помимо этих обозначений особое внимание необходимо уделить свойствам самих абразивных частиц.
Материал абразива
Не поленился сфотографировал изнанку шкурки которой скворечник обрабатывал.
Строчка resin bonded — абразивный материал, шлифовальный материал (согласно англо — русскому словарю по машиностроению и автоматизации производства)
Если вы посмотрите на обратную сторону вашей наждачной бумаги, то скорее всего увидите аналогичную незамысловатую надпись aluminium oxide что означает оксид алюминия ( в простонародье электрокорунд). Возможен такой вариант как карбид кремния или керамический абразив.
- Первый является хрупким материалом и используется для обработки дерева, легированной стали, чугуна.
- Второй (карбид кремния) имеет высокую твердость и предназначен для работы со стеклом, пластиком, металлом.
- Как правило широкому потребителю для работ по хозяйству достаточно и этих знаний, но мы для общего развития предлагаем охватить тему шире:
Нерегулируемые зернистости
Как вы, наверное, догадались, все описанные стандарты создавались с большим запасом. Необработанный песок, который черпает ковшом из карьера экскаватор, наверняка подходит под одну из зернистостей. И тем не менее, очень часто производители абразивов сталкиваются с тем, что их продукт не вписывается ни в одну стандартную зернистость. В этом случае вступают в дело маркетологи! И они начинают изобретать свои собственные зернистости.
Boride изобрела несуществующую зернистость F 900, базируясь на среднем размере зерна. Не исключено, что абразивы с маркировкой F 900 не удовлетворяют стандарту FEPA-F для соседних зернистостей: F 800 и F 1000. Eze-Lap изобрела несуществующую зернистость F 250 для своих грубых алмазов.
JIS заканчивает свое существование на отметке 8000 грит. Но уже начиная с 4000 грит начинается настоящая вакханалия. Производители японских водных камней и примкнувший к ним Norton предлагают собственные “продолжения шкалы JIS”. Разумеется, каждый гнет свою линию, не оглядываясь на других.
Области применения
Наждак применяется во многих сферах производства:
- Многие люди находят нестандартные способы применения наждачки в быту. Например:
- Заточка иголок и ножниц. Достаточно несколько раз проткнуть наждачку иглой, чтобы она стала гораздо острее, а для заточки лезвий ножниц нужно разрезать наждак 3−5 раз.
- Чистка швов между кафельной плиткой. Бывает очень сложно очистить грязь чистящими средствами между швами кафеля. Для этого нужно согнуть лист мелкой шкурки пополам и произвести затирку.
- Обновление разделочной доски. На деревянных разделочных досках со временем появляются борозды от ножа. Эти места могут стать рассадником микроорганизмов. С помощью шкурки можно отшлифовать поверхность доски.
При выборе наждачки следует обращать внимание не только на цену, но и на характеристики:
- Зернистость. Как выбрать нужную наждачную бумагу? Виды зернистости для металла или дерева определяются в зависимости от цели работы: снятие старого слоя краски, полировка или шлифовка.
- Материал — основа. Если выравнивание поверхности будет осуществляться вручную, не имеет смысла тратиться на дорогие изделия. Бумажной основы может быть вполне достаточно.
Итак, наждачка должна соответствовать материалу, который предполагается обрабатывать. Чтобы точно подобрать нужный вариант, следует обращать внимание на информацию, которая обозначена на обороте листа. Если изучить основные обозначения маркировки, то трудностей с выбором не возникнет, а качество работы обрадует.
Области применения шкурок в соответствии с видом абразивного материала
- Электрокорунд нормальный (93-96% Al2O3 — например 16А) такие шкурки предназначены для ковкого чугуна, закаленных и незакаленных сталей, дерева.
- Электрокорунд белый (Al2O3 не более 99% — например 25А) — для обработки жаропрочных и легированных сталей.
- Карбид кремния (например 64С) — чистовой обработки металла, чугуна, бронзы, алюминия, пластмассы, мрамора, гранита, стекла, дерева.
- Кремень (например 81К )- для обработки дерева, фанеры, кожи.
- Стекло (например 71С) — для обработки дерева, фанеры, фетра, войлока.
- Гранат — для обработки твердых лиственных пород дерева (дуб, бук и т.д.).
- Эльбор — для полирования прецизионных поверхностей, стальных труднообрабатываемых деталей.
- Алмаз — для полирования и чистового хонингования прецизионных деталей из твердого сплава и чугуна.
Пояснение
Тип связующего: М — мездровый клей; С — синтетическая смола; К — комбинированная связка.
В старом ГОСТе шестая буква указывала на класс абразива — количество дефектов. А не более 0,5%; Б — не более 2%; В — не более 3%.
Следовательно количество дефектов (А) на рабочей поверхности нашего примера не более 0,5%.
или (новый европейский стандарт на примере немецкой наждачки VSM)
Пример: KK X P150
Абразив из электрокорунда (K) на тканевой (К) и жесткой (Х) основе с зернистостью P150 (75-106 мкм).
Размеры зерна = зернистость и назначение наждачной (шлифовальной) бумаги, лент, некоторых дисков и других гибких абразивных инструментов по iso, jis (япония), ansi (cami/uama), “0” grade (северная америка), fepa (европа, индия, турция, юар), gb (китай)
Размеры зерна = зернистость и назначение наждачной (шлифовальной) бумаги, лент, некоторых дисков и других гибких абразивных инструментов по ISO, JIS (Япония), ANSI (CAMI/UAMA), “0” grade (Северная Америка), FEPA (Европа, Индия, Турция, ЮАР), GB (Китай) и ГОСТ.
В глобальном мире все взаимосвязанно и взаимозаменяемо, по мнению экономистов, юристов и политиков, поскольку большие боссы не вникают в детали. Проект obumage.net, обращает Ваше внимание на тот факт, что на самом деле, мир несколько сложнее. Приводим ниже таблицу примерного назначения и соответствия зернистости аббразивов для шлифовальной (наждачной) бумаги и прочего согласно всем основным мировым стандартам.
В целом: системы обозначения не соответствуют друг другу. FEPA дает два типоряда зернистости – в обзоре указан типоряд “P”, для гибких изделий. У FEPA есть еще похожий но не сосем такой типоряд “F”, для твердых изделий (кругов, брусков, некоторых дисков и т.д.) , он нас не интересует в данном случае. Размеры частиц указаны в номиналах стандарта и мкм= микронах= микрометрах. Там, где нормируется не диапазон а средняя величина – так и указано. Во избежание глобальных недоразумений предлагаем указывать в технической документации только необходимый размер зерен в мкм. Существует и обозначение шлифовальной бумаги в мкм – тут все понятно.
Вопросы состава абразива и клеевых основ опускаются, ибо, понятно – чем прочнее, тем дороже.
| Международный (..ага…) Россия | СССР | США, Канада…. | Европа Турция Индия ЮАР | Япония | Китай | |||||||||
| крупнозернистые ( macrogrid) | ||||||||||||||
ISO(76) | мкм | ГОСТ 3647 | мкм | ANSI(74) CAMI UAMA | мкм | ‘старый ряд ‘0 grade ‘ought grade | мкм сред | FEPA(93) | мкм сред | JIS(87) | мкм | GB2478 | мкм | Назначение шлифовальной бумаги |
| P22 | 850-1000 | 80 | 800-1000 | – | – | – | – | P20 | 1000 | – | – | 22 | 850-1000 | очень грубые работы |
| P24 | 710-850 | 63 | 630-800 | 24 | 707-841 | 3 | 715 | P24 | 764 | 24 | 710-850 | 24 | 710-850 | |
| P30 | 600-710 | – | – | 30 | 595-707 | – | – | P30 | 642 | 30 | 600-710 | 30 | 600-710 | |
| P36 | 500-600 | 50 | 500-630 | 36 | 500-595 | 2 | 535 | P36 | 538 | 36 | 500-600 | 36 | 500-600 | |
| P40 | 425-500 | 40 | 400-500 | – | – | – | – | P40 | 425 | – | – | 40 | 425-500 | грубые работы по дереву |
| P46 | 355-425 | 32 | 315-400 | 46 | 354-420 | – | – | – | – | 46 | 355-425 | 46 | 455-425 | |
| P54 | 300-355 | – | – | 54 | 297-394 | 1 | 351 | P50 | 336 | 54 | 300-355 | 54 | 300-355 | |
| P60 | 250-300 | 25 | 250-315 | 60 | 250-297 | – | – | P60 | 269 | 60 | 250-300 | 60 | 250-300 | |
| P70 | 212-250 | 20 | 200-250 | 70 | 210-250 | – | – | – | – | 70 | 212-250 | 70 | 212-250 | обычное ошкуривание, зашкуривание штукатурки, первичная зачистка старой краски |
| P80 | 180-212 | – | – | 80 | 177-210 | – | – | P80 | 201 | 80 | 180-212 | 80 | 180-212 | |
| P90 | 150-180 | 16 | 160-200 | 90 | 149-177 | – | – | – | – | 90 | 150-180 | 90 | 150-180 | |
| P100 | 125-150 | 12 | 125-160 | 100 | 125-149 | 2/0 | 141 | P100 | 162 | 100 | 125-150 | 100 | 125-150 | |
| P120 | 106-125 | 10 | 100-125 | 120 | 105-125 | 3/0 | 116 | P120 | 125 | 120 | 106-125 | 120 | 106-125 | |
| P150 | 75-106 | 8 | 80-100 | 150 | 74-105 | 4/0 | 93 | P150 | 100 | 150 | 75-106 | 150 | 75-106 | подготовка твердых сортов дерева к шлифовке , окончательная шлифовка мягких сортов дерева, окончательная шлифовка старой краски под покраску |
| P180 | 63-90 | 6 | 63-80 | 180 | 63-88 | 5/0 | 78 | P180 | 82 | 180 | 63-90 | 180 | 63-90 | |
| P220 | 53-75 | – | – | 220 | 53-74 | 6/0 | 66 | P220 | 68 | 220 | 53-75 | 220 | 53-75 | окончательная шлифовка , шлифовка перед между покрытиями, качество поверхности не указано, сухая шлифовка |
| мелкозернистые ( microgrid) | ||||||||||||||
ISO(77) | мкм | ГОСТ 3647 | мкм | ANSI(77) CAMI UAMA | мкм | -старый ряд -“0” grade -“ought” grade | мкм сред | FEPA(93) | мкм | JIS(83) | мкм | GB2477 | мкм | Назначение шлифовальной бумаги |
| P240 | 56,5-60,5 | 5 | 50-63 | – | – | – | – | P240 | 56,6-60,5 | 240 | 56-64 | W63 | 50-63 | окончательная шлифовка , шлифовка перед между покрытиями, качество поверхности не указано, сухая шлифовка |
| P280 | 50,2-54,2 | – | – | 240 | 50-53,5 | 7/0 | 53,5 | P280 | 50,2-54,2 | 280 | 49-55 | – | – | |
| P320 | 44,7-47,7 | 4 | 40-50 | – | – | – | – | P320 | 44,7-47,7 | 320 | 43,5-48,5 | W50 | 40-50 | |
| P360 | 39-42 | – | – | 280 | 40,5-44 | 8/0 | 44 | P360 | 39-42 | 360 | 38-42 | – | – | |
| P400 | 33,5-36,5 | 3 = M40 | 28-40 | 320 | 32,5-36 | 9/0 | 36 | P400 | 33,5-36,5 | 400 | 32-36 | W40 | 28-40 | полировка финальных покрытий, шлифовка между покрасками, влажная (мокрая) шлифовка |
| P500 | 28,7-31,7 | М28 | 20-28 | – | – | – | – | P500 | 28,7-31,7 | 500 | 26-30 | W28 | 20-28 | |
| P600 | 24,8-26,8 | – | – | 360 | 25,8-28,8 | – | – | P600 | 24,8-26,8 | 600 | 22,5-25,5 | – | – | |
| P800 | 20,8-22,8 | – | – | 400 | 20,6-23,6 | 10/0 | 23,6 | P800 | 20,8-22,8 | 700 | 19,7-22,3 | – | – | |
| P1000 | 17,3-19,3 | М20 | 14-20 | 500 | 16,7-19,7 | – | – | P1000 | 17,3-19,3 | 800 | 17-19 | W20 | 14-20 | шлифовка металла , шлифовка пластиков, шлифовка керамики, влажная (мокрая) шлифовка |
| P1200 | 14,3-16,3 | – | – | 600 | 13-16 | – | – | P1200 | 14,3-16,3 | 1000 | 14,5-16,5 | – | – | |
| P1500 | 9,5-11,1 | М14 | 10-14 | – | – | – | – | P1500 | 11,6-13,6 | 1200 | 12-14 | W14 | 10-14 | еще более тонкая шлифовка |
| P2000 | 8,5-10,5 | – | – | 800 | 9,8-12,3 | – | – | P2000 | 9,5-11,1 | 1500 | 9,5-11,5 | – | – | |
| P2500 | 7,9-9,1 | М10 | 7-10 | 1000 | 6,8-9,3 | – | – | P2500 | 7,9-8,9 | 2000 | 7,8-9,2 | W10 | 7-10 | |
| – | – | – | – | 1200 | 4,5-6,5 | – | – | – | – | 2500 | 6,3-7,7 | – | – | |
| – | – | М7 | 5-7 | – | – | – | – | – | – | 3000 | 5,2-6,2 | W7 | 5-7 | |
| – | – | М5 | 3,5-5 | – | – | – | – | – | – | – | – | W5 | 3,5-5 | |
Сводный график
Сведем все полученные данные в один график. Вертикальная шкала – размер зерна в логарифмической шкале, на которой горизонтальными линиями отмечены 0, 1, 10 и 100 мкм.
Теперь, приложив немного усилий, вы сможете ответить на некоторые вопросы, которые раньше ставили вас в тупик. Иногда вы видите явное несоответствие каких-либо данных “общепризнанным” таблицам зернистости.
Но если вы посмотрите любую таблицу преобразования, то напротив F 800 будет другая зернистость – J 2000. Boride ошиблись? Если абстрагироваться от дискретных значений в таблице и переключиться на график с диапазонами, то все встает на свои места. Boride делает бруски из отборных зерен, и реальный диапазон может быть очень узким. Легко представить где на графике должны быть зерна Golden Star 800, чтобы удовлетворять условиям F 800 / J 1500.
Нерегулируемые зернистости
Как вы, наверное, догадались, все описанные стандарты создавались с большим запасом. Необработанный песок, который черпает ковшом из карьера экскаватор, наверняка подходит под одну из зернистостей. И тем не менее, очень часто производители абразивов сталкиваются с тем, что их продукт не вписывается ни в одну стандартную зернистость. В этом случае вступают в дело маркетологи! И они начинают изобретать свои собственные зернистости.
Boride изобрела несуществующую зернистость F 900, базируясь на среднем размере зерна. Не исключено, что абразивы с маркировкой F 900 не удовлетворяют стандарту FEPA-F для соседних зернистостей: F 800 и F 1000. Eze-Lap изобрела несуществующую зернистость F 250 для своих грубых алмазов.
JIS заканчивает свое существование на отметке 8000 грит. Но уже начиная с 4000 грит начинается настоящая вакханалия. Производители японских водных камней и примкнувший к ним Norton предлагают собственные “продолжения шкалы JIS”. Разумеется, каждый гнет свою линию, не оглядываясь на других. 5000, 10000, 15000, вот уже 30000 грит. Что означает та или иная зернистость в этом диапазоне, могут дать лишь данные о размере зерна.
Таблица зернистости
Если вы прочитали все вышесказанное, вы должны понимать необходимость таблиц преобразования с одной стороны, и огромные ограничения их использования с другой. Подавляющее большинство известных производителей абразивов не пользуются никакими стандартами классификаций вообще, либо отходят от них для некоторых продуктов. Но каждая надпись в приведенной таблице – это не точка, а размытое пятно. Пятно может быть маленьким, может быть большим (в зависимости от строгости отбора зерен для конкретного абразива). Если вы конвертируете одну зернистость в другую, не забывайте произносить слово “примерно”.
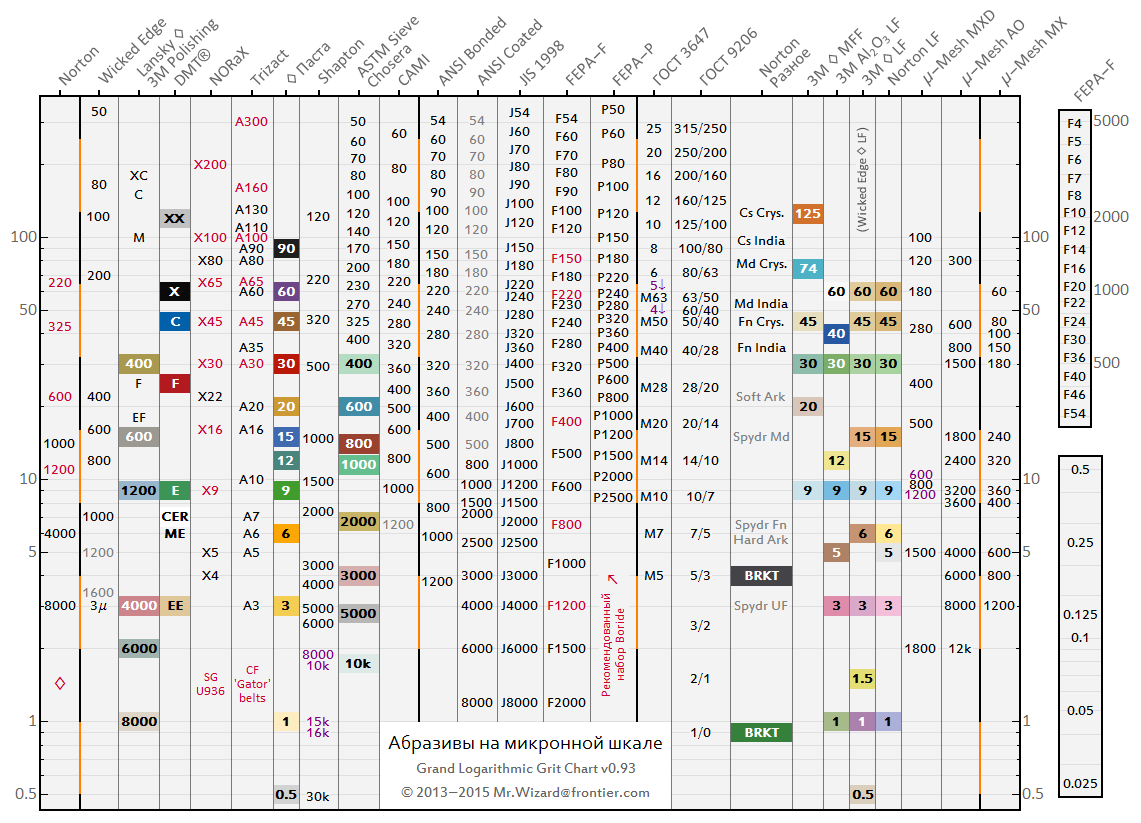
Таблица разделена на серии с соответствующими заголовками. Вертикальная позиция метки – это средний размер зерна в микронах.
Некоторые колонки включают две серии (для компактности), например, в одной колонке вы найдете шкалу “ASTM Sieve” и серию Chosera. В этом случае метки двух серий различаются цветовым оформлением.
Черно-оранжевые вертикальные полосы демонстрируют удвоение размера зерна. Часто считается, что комплект абразивных брусков должен иметь зернистости с логарифмической прогрессией. Так как наша таблица имеет логарифмическую шкалу, то зернистости в наборе должны быть равноудалены друг от друга.
В некоторых колонках вы увидите метки, выделенные красным цветом. Это отмечены серии, которые не имеют своих отдельных колонок.
Цветные метки соответствуют продуктам, имеющим такой же цвет в реальности, например бруски Chosera и алмазы DMT. Цвет алмазных паст, указанный в колонке “♢ Compound”, стал стандартом де факто, ей пользуются компании Advanced Abrasives Corporation, Amplex Superabrasives, BORIDE Engineered Abrasives, Engis®, Norton, PPT Pro Polishing Tools, United States Products Co. Российские алмазные пасты выпускаются в других цветах по требованию ГОСТ.
Фиолетовым цветом отмечены метки, которые были смещены по вертикали для того, чтобы избежать наложения друг на друга. Бруски Shapton 8K и 10K, 15K и 16К были смещены по вертикали на 2%. Micro-Mesh™ MXD 600, 800 и 1200 были смещены на 4.5% (они практически идентичны друг другу по зерну). В одном случае два бруска совпадают по зернистости: Norton Hard Arkansas и Spyderco Fine. Соответствующие метки надо читать как “Spyder Fine” и “Hard Ark”, находящиеся в одной колонке в одной точке.
Алюмокерамика Spyderco, Wicked Edge, BRKT, а также арканзасы соответствуют «ожидаемой зернистости», то есть по результатам тестов, а не анализа физической структуры.
Продукты с недоказанной зернистостью отмечены серым цветом.
Для стандартных классификаций использовался средний размер зерна основной фракции.
Для продуктов, использующих средний размер зерна в микронах, использовался этот самый размер.
Один пиксел соответствует изменению размера на 1%. Поскольку из статьи вы знаете, что средняя фракция стандартных классификаций имеет существенно больший разброс, положение меток имеет достаточную точность для сравнения.
В колонке “Other” (другие) вы найдете пункт “Table Salt” (поваренная соль). Это шутка автора таблицы.
Сокращения
Старый гост
Первой идет цифра указывающая на размер абразива. Далее идут индексы: П означает, что количество основной фракции абразивного зерна не менее 55%, индекс Н — не менее 45%, индекс Д — не менее 41%.
8-П обозначает, что количество гранул абразива, которые проходят через сито со стороной ячейки 80 мкм. не менее 55%.
Для обозначения микрошлифпорошков в старом ГОСТ первой идет буква М. Цифра за ней — это размер зерен в мкм.
Например та же «нулевка»: М40
Вот так выглядит обратная сторона наждачки которую приобрел буквально вчера:
(Ниже выложил фотку с новой маркировкой)
Таблица зернистости
Если вы прочитали все вышесказанное, вы должны понимать необходимость таблиц преобразования с одной стороны, и огромные ограничения их использования с другой. Подавляющее большинство известных производителей абразивов не пользуются никакими стандартами классификаций вообще, либо отходят от них для некоторых продуктов.
Но каждая надпись в приведенной таблице – это не точка, а размытое пятно. Пятно может быть маленьким, может быть большим (в зависимости от строгости отбора зерен для конкретного абразива). Если вы конвертируете одну зернистость в другую, не забывайте произносить слово “примерно”.
Таблица разделена на серии с соответствующими заголовками. Вертикальная позиция метки – это средний размер зерна в микронах.
Некоторые колонки включают две серии (для компактности), например, в одной колонке вы найдете шкалу “ASTM Sieve” и серию Chosera. В этом случае метки двух серий различаются цветовым оформлением.
Черно-оранжевые вертикальные полосы демонстрируют удвоение размера зерна. Часто считается, что комплект абразивных брусков должен иметь зернистости с логарифмической прогрессией. Так как наша таблица имеет логарифмическую шкалу, то зернистости в наборе должны быть равноудалены друг от друга.
В некоторых колонках вы увидите метки, выделенные красным цветом. Это отмечены серии, которые не имеют своих отдельных колонок.
Цветные метки соответствуют продуктам, имеющим такой же цвет в реальности, например бруски Chosera и алмазы DMT. Цвет алмазных паст, указанный в колонке “♢ Compound”, стал стандартом де факто, ей пользуются компании Advanced Abrasives Corporation, Amplex Superabrasives, BORIDE Engineered Abrasives, Engis®, Norton, PPT Pro Polishing Tools, United States Products Co. Российские алмазные пасты выпускаются в других цветах по требованию ГОСТ.
Фиолетовым цветом отмечены метки, которые были смещены по вертикали для того, чтобы избежать наложения друг на друга. Бруски Shapton 8K и 10K, 15K и 16К были смещены по вертикали на 2%. Micro-Mesh™ MXD 600, 800 и 1200 были смещены на 4.5% (они практически идентичны друг другу по зерну).
Алюмокерамика Spyderco, Wicked Edge, BRKT, а также арканзасы соответствуют «ожидаемой зернистости», то есть по результатам тестов, а не анализа физической структуры.
Продукты с недоказанной зернистостью отмечены серым цветом.
Для стандартных классификаций использовался средний размер зерна основной фракции.
Для продуктов, использующих средний размер зерна в микронах, использовался этот самый размер.
Один пиксел соответствует изменению размера на 1%. Поскольку из статьи вы знаете, что средняя фракция стандартных классификаций имеет существенно больший разброс, положение меток имеет достаточную точность для сравнения.
В колонке “Other” (другие) вы найдете пункт “Table Salt” (поваренная соль). Это шутка автора таблицы.
Таблица зернистости, назначения и маркировки
| ГОСТ Р 52381-2005 (Россия) | ГОСТ 3647-80 (СССР) | Размер зерна (мкм) | Назначение |
| Крупнозернистые | |||
| P22 | 80-H | 800-1000 | Черновая обработка |
| P24 | 63-H | 630-800 | |
| P36 | 50-H | 500-630 | |
| P40 | 40-H | 400-500 | Грубые работы по дереву |
| P46 | 32-H | 315-400 | |
| P60 | 25-H | 250-315 | |
| P80 | 20-H | 200-250 |
|
| P90 | 16-H | 160-200 | |
| P100 | 12-H | 125-160 | |
| P120 | 10-H | 100-125 | |
| P150 | 8-H | 80-100 |
|
| P180 | 6-H | 63-80 | |
| Мелкозернистые | |||
| P240 | 5-H,М63 | 50-63 | Окончательная шлифовка твердых пород дерева Шлифовка между покрытиями |
| P280 | 4-Н,М50 | 40-50 | |
| P400 | М40/Н-3 | 28-40 |
|
| P600 | М28/H-2 | 20-28 | |
| P1000 | М20/H-1 | 14-20 | Шлифовка металла, пластиков, керамики Мокрая шлифовка |
| P1200 | М14 | 10-14 | Еще более тонкая шлифовка, полировка Удаление глянца, пятен, микроцарапин |
| P1500 | М10/Н-0 | 7-10 | |
| P2000 | М7/Н-01 | 5-7 | |
| P2500 | М5/Н-00 | 3-5 |
Таблицы соответствия
В разных странах принята своя маркировка.
Маркировка для крупнозернистого материала:
Маркировка для мелкозернистого материала:
| ISO(76) нов. ГОСТ | мкм | ГОСТ 3647 | мкм | ANSI(74) CAMI UAMA | мкм | старый ряд, 0 grade, ought grade | мкм сред | FEPA(93) | мкм | JUS(87) | мкм | GB2478 | мкм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Р240 | 56,5-60,5 | 5 | 50-63 | – | – | – | – | Р240 | 56,6-60,5 | 240 | 56-64 | W63 | 50-63 |
| Р280 | 50,2-54,2 | – | – | 240 | 50-53,5 | 7/0 | 53,5 | Р280 | 50,2-54,2 | 280 | 49-55 | – | – |
| Р320 | 44,7-47,7 | 4 | 40-50 | – | – | – | – | Р320 | 44,7-47,7 | 320 | 43,5-48,5 | W50 | 40-50 |
| Р360 | 39-42 | – | – | 280 | 40,5-44 | 8/0 | 44 | Р360 | 39-42 | 360 | 38-42 | – | – |
| Р400 | 33,5-36,5 | 3 = М40 | 28-40 | 320 | 32,5-36 | 9/0 | 36 | Р400 | 33,5-36,5 | 400 | 32-36 | W40 | 28-40 |
| Р500 | 28,7-31,7 | М28 | 20-28 | – | – | – | – | Р500 | 28,7-31,7 | 500 | 26-30 | W28 | 20-28 |
| Р600 | 24,8-26,8 | – | – | 360 | 25,8-28,8 | – | – | Р600 | 24,8-26,8 | 600 | 22,5-25,5 | – | – |
| Р800 | 20,8-22,8 | – | – | 400 | 20,6-23,6 | 10/0 | 23,6 | Р800 | 20,8-22,8 | 700 | 19,7-22,3 | – | – |
| Р1000 | 17,3-19,3 | М20 | 14-20 | 500 | 16,7-19,7 | – | – | Р1000 | 17,3-19,3 | 800 | 17-19 | W20 | 14-20 |
| Р1200 | 14,3-16,3 | – | – | 600 | 13-16 | – | – | Р1200 | 14,3-16,3 | 1000 | 14,5-16,5 | – | – |
| Р1500 | 9,5-11,1 | М14 | 10-14 | – | – | – | – | Р1500 | 11,6-13,6 | 1200 | 17-19 | W14 | 10-14 |
| Р2000 | 8,5-10,5 | – | – | 800 | 9,8-12,3 | – | – | Р2000 | 9,5-11,1 | 1500 | 9,5-11,5 | – | – |
| Р2500 | 7,9-9,1 | М10 | 7-10 | 1000 | 6,8-9,3 | – | – | Р2500 | 7,9-9,1 | 2000 | 7,8-9,2 | W10 | 7-10 |
| – | – | – | – | 1200 | 4,5-6,5 | – | – | – | – | 2500 | 6,3-7,7 | – | – |
| – | – | М7 | 5-7 | – | – | – | – | – | – | 3000 | 5,2-6,2 | W7 | 5-7 |
| – | – | М5 | 3,5-5 | – | – | – | – | – | – | – | – | W5 | 3,5-5 |
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги — мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
Еще интересные статьи о бумаге:
 Наждачная бумага: виды зернистости и абразива, таблица маркировки
Наждачная бумага: виды зернистости и абразива, таблица маркировки Зернистость наждачной бумаги: расшифровка маркировки. Виды зернистости шлифовальных шкурок. Самые мелкие наждачки и с зернами других размеров
Зернистость наждачной бумаги: расшифровка маркировки. Виды зернистости шлифовальных шкурок. Самые мелкие наждачки и с зернами других размеров Зернистость наждачной бумаги – показатель зернистости, характеристики абразива.
Зернистость наждачной бумаги – показатель зернистости, характеристики абразива. Виды зернистости наждачной бумаги на
Виды зернистости наждачной бумаги на Таблица размеров носков., калькулятор онлайн, конвертер
Таблица размеров носков., калькулятор онлайн, конвертер ГОСТ Р 52354-2005 ИЗДЕЛИЯ ИЗ БУМАГИ БЫТОВОГО И САНИТАРНО-ГИГИЕНИЧЕСКОГО – Общество защиты прав потребителей Пермского края
ГОСТ Р 52354-2005 ИЗДЕЛИЯ ИЗ БУМАГИ БЫТОВОГО И САНИТАРНО-ГИГИЕНИЧЕСКОГО – Общество защиты прав потребителей Пермского края На российском бумажном рынке новый кризис
На российском бумажном рынке новый кризис Наждачная бумага и шлифовальная шкурка являются синонимами или нет. Маркировка и применение наждачной бумаги
Наждачная бумага и шлифовальная шкурка являются синонимами или нет. Маркировка и применение наждачной бумаги