Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто
печатает
на
3D-принтере
сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней
3d-печати
.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
• Сплошная заливка
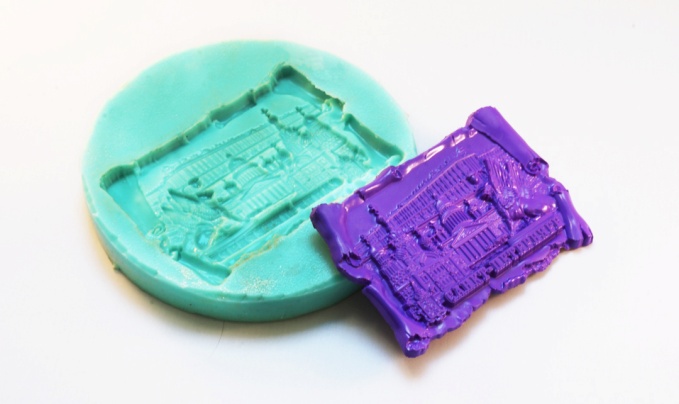
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
• Разрезная форма

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
• Двухсоставная форма
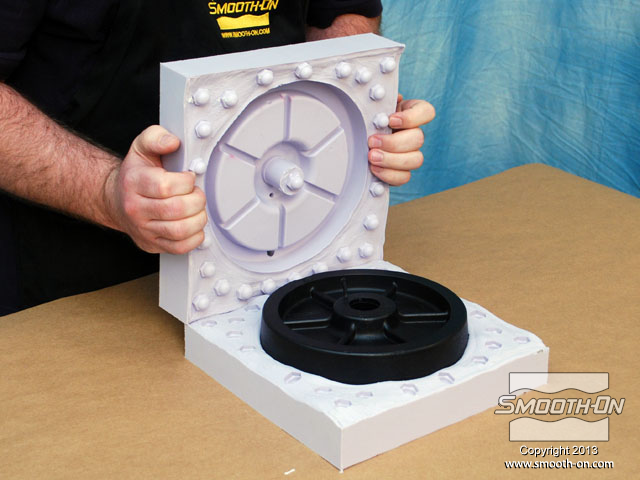
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
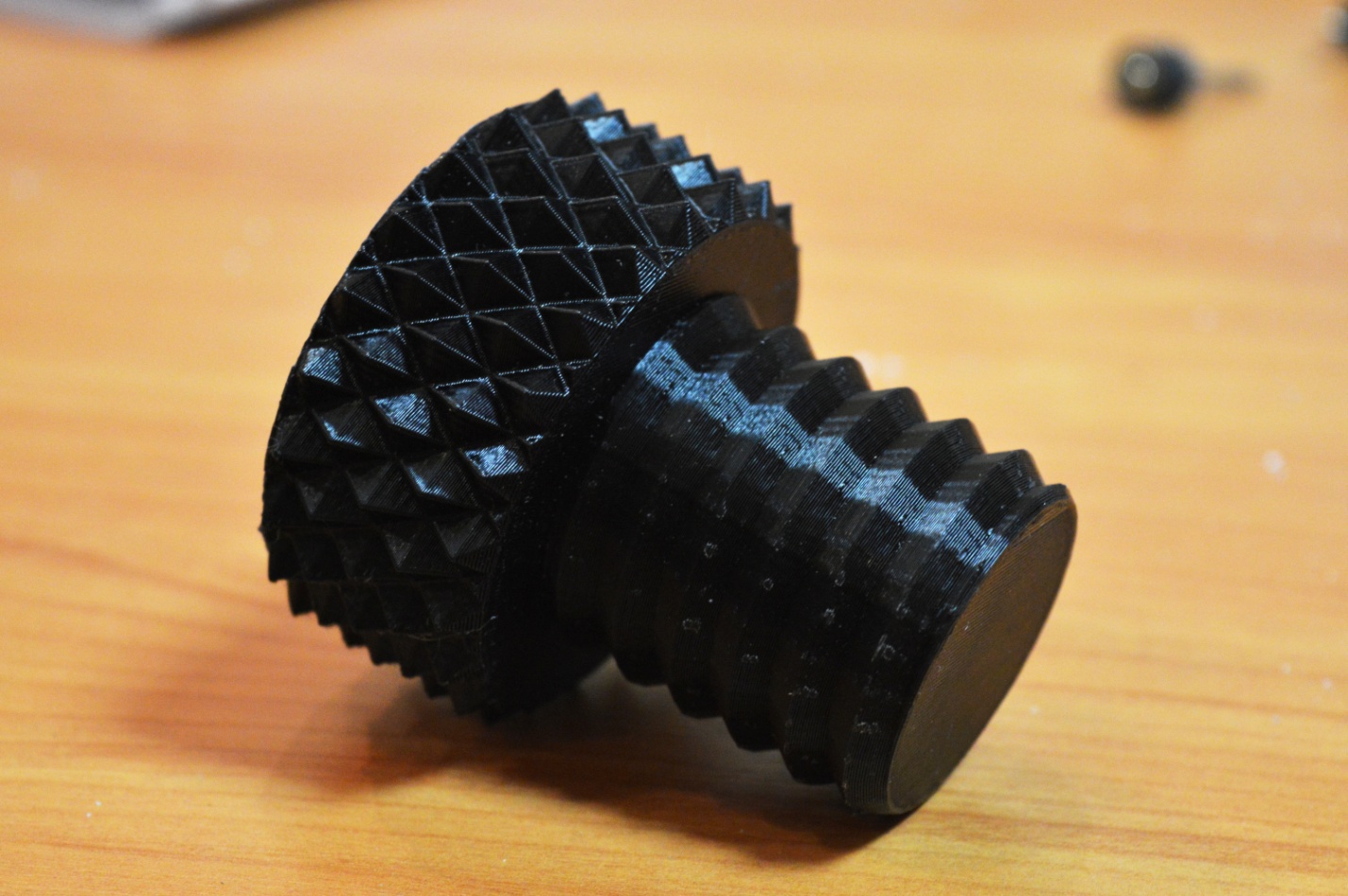
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

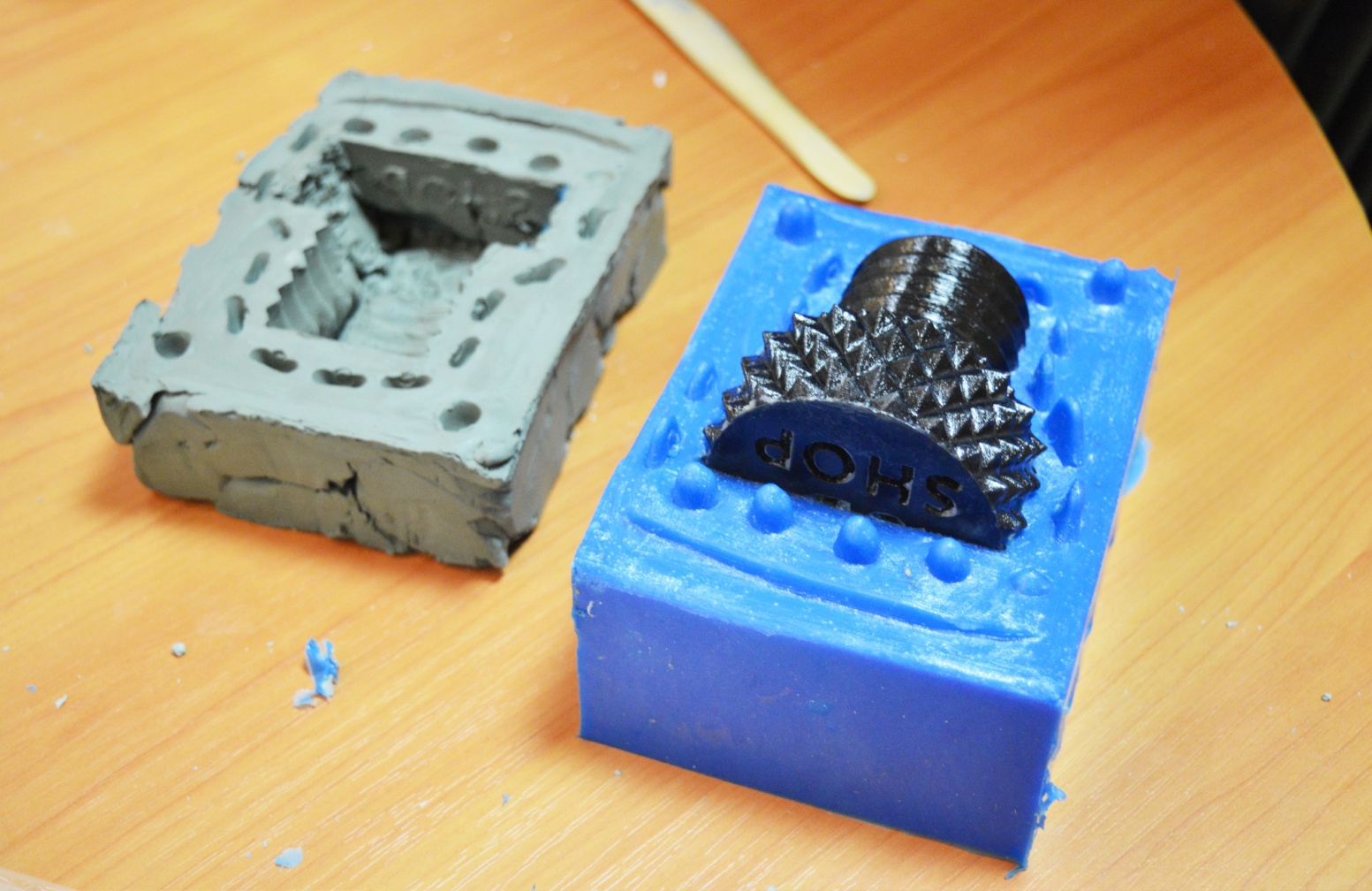
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




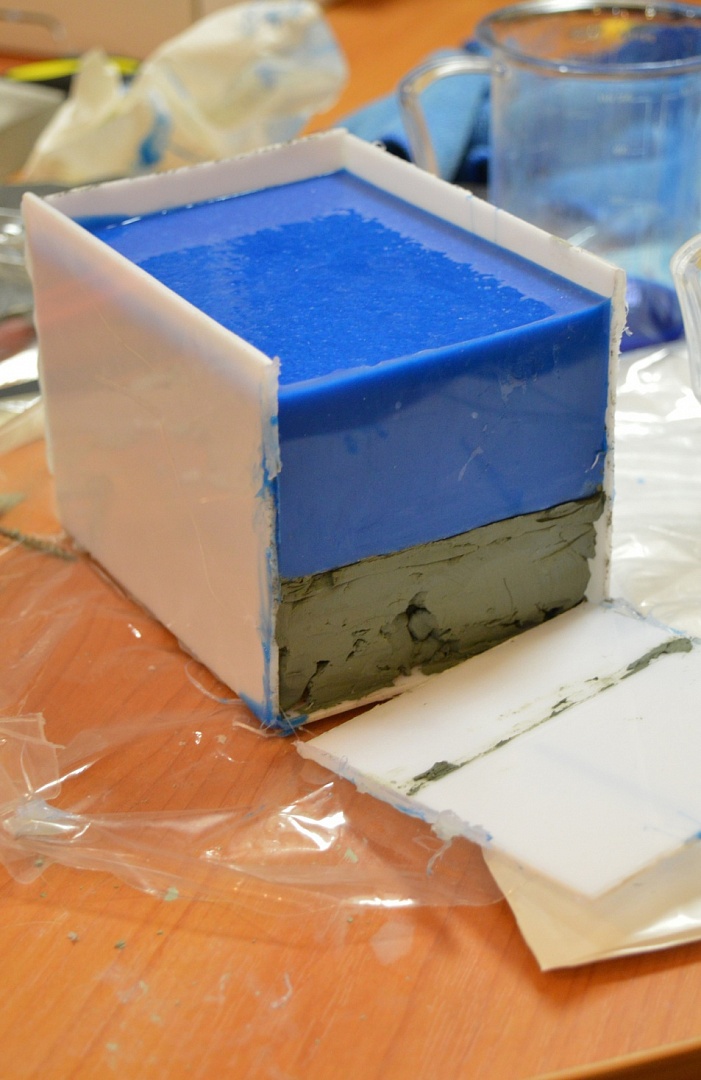
Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
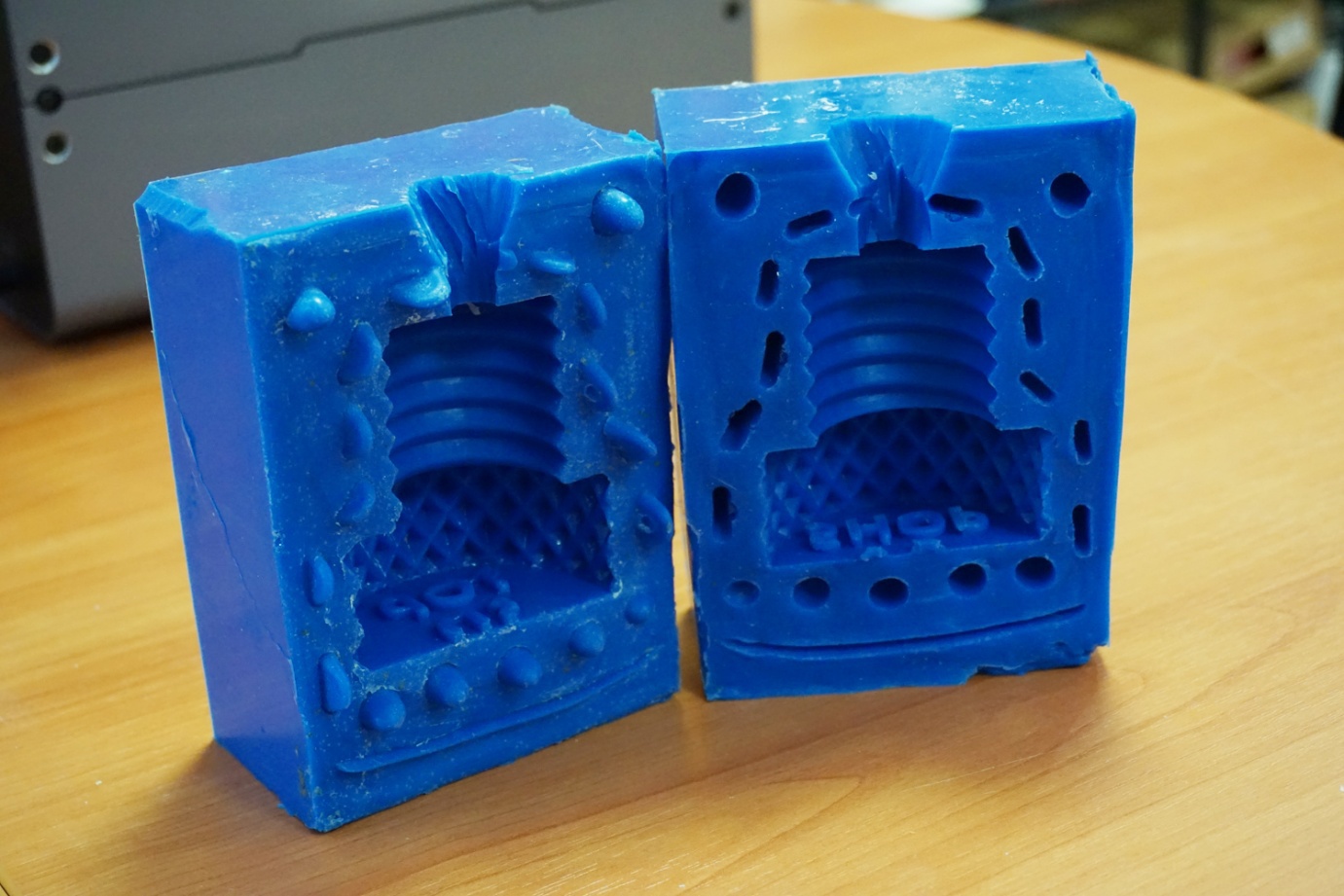
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
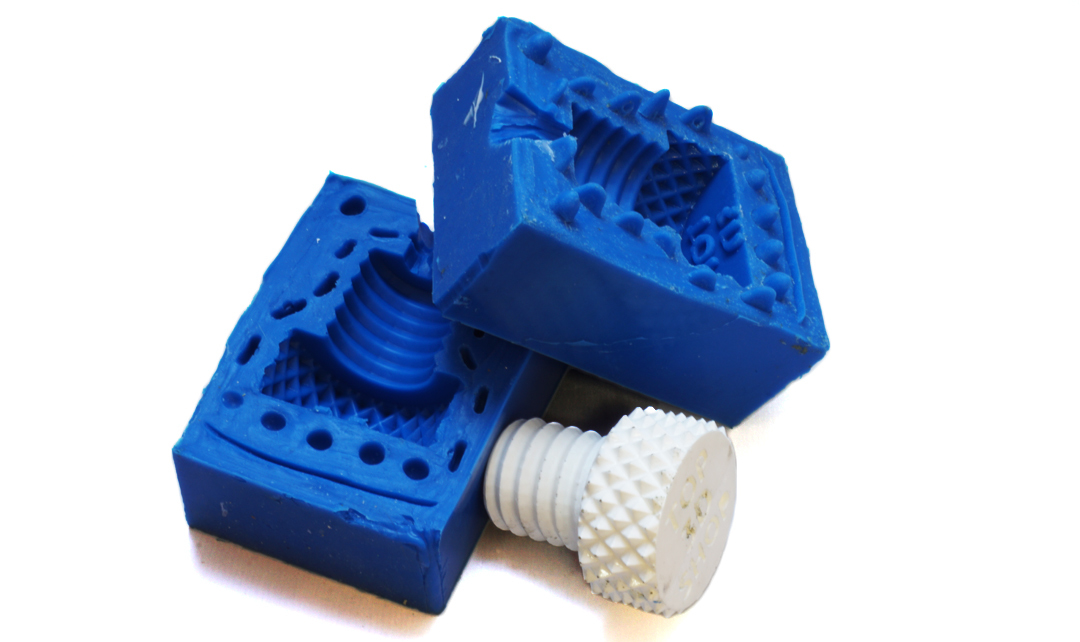
Модель готова. Переданы абсолютно все детали оригинала.
Заключение
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.

Переплет: металлическая или пластиковая пружина?
Мы продаем достаточно большое количество аппаратов и расходных материалов марки Fellowes. Чтобы вам было проще ориентироваться во всем многообразии этого оборудования, мы предлагаем вашему вниманию статью этого производителя.
Итак, чтобы скрепить листы, сделать брошюру или проспект можно воспользоваться обычным степлером, но выглядеть это будет не очень презентабельно. Для придания материалам должного вида мы рекомендуем осуществить переплет на пластиковую или металлическую пружину, добавив специальную обложку из ассортимента производителя.
Кроме пружин и обложек потребуется еще, разумеется, и сам брошюровщик или, по-другому, переплетчик, с помощью которого устанавливается пружина и пробиваются отверстия в листах и обложках.
Большинство таких устройств может работать только с одним видом переплета – или на пластиковую пружину, или на металлическую. Поэтому, если бюджет ограничен, то придется изначально выбрать что-то одно.
Какой выбрать тип переплета:на пластиковую пружину или на металлическую? Раскроем все преимущества и недостатки каждого из способов.

Преимущества переплета на пластиковую пружину
- Самый бюджетный вид переплета
- Можно сшивать объемные документы (до 500 листов)
- Брошюру легко дополнить или исправить
- Доступно несколько цветов пружин
- Пружину можно использовать повторно до 10 раз
Недостатки переплета на пластиковую пружину
- Средняя прочность переплета
- Страницы раскрываются не более, чем на 180°
Если говорить только о типичных офисных задачах, то переплет на пластиковую пружину окажется самым популярным видом и составит примерно 90% всех случаев. Пластиковую пружину чаще всего применяют для переплета рекламных брошюр, маркетинговых планов и отчетов, внутренних инструкций, докладов, рефератов, курсовых работ, раздаточных материалов или альбомов. Для типографских задач, таких как, например, переплет календарей или тетрадей, расклад будет совсем иной, там правит бал металлическая пружина.
Почему же пластиковая пружина стала так популярна для бытового или офисного использования? Тут играет сразу несколько факторов, одним из которых является доступная цена брошюровщика и самих пружин. Если, например, сравнить стоимость упаковки качественных пластиковых и металлических пружин, то пластик окажется дешевле в 2-3 раза. Кроме низкой цены стоит учитывать и то, что пластиковая пружина может использоваться многократно. Если документ потерял актуальность, то пружину можно просто снять и использовать для нового переплета. При регулярном переплете документов итоговая экономия в пользу пластика может составить до 60%.
Пластиковую пружину выбирают еще и для переплета объемных брошюр в 300-500 листов. Если вы сброшюруете такой документ, а потом найдете ошибку, то ничего страшного не произойдет: достаточно будет раскрыть пружину и заменить листы с текстом или изображением. Кроме того, пластиковая пружина устойчива к внешним деформациям. Если упаковку с пластиковыми пружинами смять, то сам пружина не сломается – она полностью восстановит свою форму. С металлическими пружинами так уже не получится – деформированную металлическую пружину проще выбросить, чем использовать для переплета.
При всех преимуществах у пластика есть и некоторые недостатки. В первую очередь это, конечно же, прочность переплета. У дешевых пластиковых пружин чаще всего используется тонкий пластик с низкой упругостью. Брошюра в 300 листов может развалиться даже под собственным весом. Чтобы этого не происходило, лучше выбирать проверенных поставщиков пружин, которые используют качественное сырье. Кроме того, на хороших пластиковых пружинах диаметром 32-51 мм используются 4 специальных замочка, которые полностью исключают случайное раскрытие.
Еще один недостаток переплёта на пластиковую пружину проявляется, например, при фотокопировании документов: переплет свыше 40-60 листов практически невозможно раскрыть больше чем на 180°, дабы идеально сцентрировать на стекле копировальной машины.

Металлическая пружина, конечно, не получила такого распространения для переплета в офисах, но все равно нашла своих поклонников прежде всего из-за внешнего вида и прочности переплета.
Преимущества переплета на металлическую пружину
- Презентабельный и более аккуратный вид
- Высокая прочность переплета
- Можно раскрывать страницы на 360 градусов
Недостатки переплета на металлическую пружину
- Высокая цена расходных материалов
- Брошюру нельзя раскрыть без повреждения пружины
- Пружину можно использовать только 1 раз
- Максимальная толщина брошюры обычно не более 130 листов
Переплет на металлическую пружину смотрится аккуратно и дорого, значительно превосходя в этом плане переплет на пластик. Он идеален для подготовки особо важных документов компании: информационных материалов и презентаций для акционеров, годовых отчётов, дипломов или курсовых работ.
Переплет на металлическую пружину максимально прочен. Листы не выпадут ни при серьезной нагрузке, ни при раскрытии на 360°: именно поэтому переплет металлическими пружинами можно рекомендовать для документов ежедневного или интенсивного использования.
Среди основных недостатков – высокая цена и возможность использования пружины только 1 раз. Если потребуется внести исправления в документ, то необходимо снять старую пружину и заново переплетать уже на новую.
Рейтинг советов по ловле карпа на пружину
- Вам необходимо использовать на рыбалке несколько снастей с пружинами, чтобы нащупать карповую тропу. Шансы на успех сильно повысятся, так как метод является исключительно выжидательным.
- Раньше времени не подсекайте. Карп долго смакует прикормку, иногда задевая крючки. Подсечку следует выполнять когда вы увидите сильный потяг рыбы.
- Прикармливайте карпа к точке ловли, попробуйте фидерный метод ловли карпа.
- В одной кормушке-пружине используйте сочетание из нескольких прикормочных составов. Добавляйте животные наживки – опарыша, рубленого червя (особенно при ловле весной и осенью).
- При ловле во второй половине октября и ноябре обязательно используйте в прикорме покупные магазинные составы для холодной воды на основе сока мотыля. Карп переходит на животный корм и на растительные прикормки практически не обращает внимания.
- Очень эффективным является метод недельной привады. Утром и вечером прикармливайте одно и то же место, тогда карп в самые активные свои часы питания обязательно будет прочесывать эти точки, там то вы и можете разместить свои пружины с приманками.
Методная кормушка – это спортивный аналог пружины-соски. Очень рекомендуем. Активно используется для ловли спортивной ловли карпа по всему миру.
- Список лучших приманок летом:
- бойлы;
- кукуруза;
- зеленый горошек;
- опарыш;
- кусочек червя;
- мякиш хлеба;
- тесто из хлеба или пшеничной муки;
- Рецепт каши для ловли на пружину (другие рецепты для карповой прикормки):
- бисквитное печенье – 2 кг;
- молотая макуха – 1 кг;
- молотая кукуруза – 2 кг;
- молотая пшеница и пшеничные отруби – по 1 кг;
- жареные измельченные семечки – 0,5 кг;
- сухое молоко – 200 г;
- кукурузные палочки – 0,5 кг;
- сахар и соль – по 50 г;
- В прикормку добавляйте ароматизаторы на основе клубники, меда, ванили или карамели.
- Используйте только прочную леску. Мононить лучше чем плетенка, так как немного растягивается и гасит сильные рывки крупного карпа. Но выбирать нужно качественную леску. Например, бюджетной серией монофильных лесок премиум класса является Salmo Feeder Specialist. Советуем как при ловле пружиной, так и при ловле фидером. На некрупного карпа 0.3-0.4 мм, на карпа от 8 кг не менее 0.5 мм.
- Используйте кусочек пенопласта на крючках, чтобы уменьшить вес приманки – таким образом она легче всосется карпом при копошении в прикормке. Использование же крючков без наживки только лишь с пенопластом как минимум неспортивно, а иногда и вовсе не эффективно.
- Используйте чувствительные фидерные удилища, а вот донку из дешевого спиннинга делать не советуем. Китайский спиннинг не способен выдерживать рывки крупной рыбы и смягчать вываживание.
- Поводки в оснастке должны быть из прочной плетенки темного или зеленого цвета немного меньшего диаметра, чем основная леска. Плетенка мягче, чем монофил и на дне меньше заметна (особенно, если использовать цвет водорослей). А монофильная леска груба и после того, как карп съест часть прикормки леска, распрямляясь, может испугать рыбу.
- Обязательно следите за фрикционом вашей безынерционной катушки, а без безынерционной катушки и фрикциона рыбалка на карпа невозможна. Срабатывать фрикцион должен при критическом натяжении лески (80% силы от разрыва). Проверять как работает фрикцион нужно не вытягивая леску прямо из катушки, а потягивая ее выходящую из кончика удилища под углом в 90 градусов.
- При вываживании держите угол лески и вашего удилища в районе 90 градусов, но не уменьшайте его, чтобы не сломать удилище или чтобы не понизить чувствительность фрикциона.
- В качестве сигнализатора можете воспользоваться одним из нескольких устройств, описанных на этой странице.
- Макушатник – одна из разновидностей соски, также очень популярна среди неспортивных рыболовов. В качестве корма используется прессованный жмых, который с течением времени распадается в воде, испуская очень сладкий запах.
- Делайте заброс в одно и то же место для закормки данного участка. Когда произойдет 1–ый заброс, натяните леску и зафиксируйте ее на шпуле. Таким образом вы сможете забрасывать постоянно на одно и то же расстояние от берега. Это классическое фидерное прикармливание.
- В теплое время года карп нередко выходит на отмели, сильный всплеск при забросе может его спугнуть – отправляйте оснастку ночью, когда карп ещё на глубине или днем в жару, для вечерней ловли карпа.
Возьмите за правило, на каждой рыбалке, первым делом начинайте…
Еще интересные статьи о бумаге:
 Блокнот на пружине | Страна Мастеров
Блокнот на пружине | Страна Мастеров Пружины для переплета. Инструкция по изготовлению блокнота –
Пружины для переплета. Инструкция по изготовлению блокнота – Печать на кальке заказать в Москве
Печать на кальке заказать в Москве Делаем анатомическое сердце из полимерной глины | Журнал Ярмарки Мастеров
Делаем анатомическое сердце из полимерной глины | Журнал Ярмарки Мастеров Где применяется бумага тишью? | oblacco – О бумаге .нет
Где применяется бумага тишью? | oblacco – О бумаге .нет How to make a three-dimensional card from paper
How to make a three-dimensional card from paper Technical requirements for digital printing
Technical requirements for digital printing Tracing paper
Tracing paper